
-

ବାଲୁକା ବ୍ଲାଷ୍ଟିଂ ଏବଂ ସ୍ପଷ୍ଟ ଆନୋଡାଇଜିଂ ସହିତ ଉଚ୍ଚମାନର କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ସିଟ୍ ଧାତୁ କଭର
ପରିମାଣ: ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ କଷ୍ଟମ
ଧାତୁ ଚାଦର ବଙ୍କା ପାଇଁ ସହନଶୀଳତା: +/- 0.02mm
ସାମଗ୍ରୀ: ତମ୍ବା, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଆଲୁମିନିୟମ୍, ଇସ୍ପାତ, SPPC, SGCC, SECC, SPHC, କୋଲ୍ଡ ରୋଲ୍ଡ ଷ୍ଟିଲ୍, ହାଲୁକା ଇସ୍ପାତ
ଶେଷ: ବାଲୁକା ବ୍ଲାଷ୍ଟିଂ, ଆନୋଡାଇଜିଂ, ରାସାୟନିକ ଫିଲ୍ମ, କ୍ରୋମେଟ୍, ପ୍ଲେଟିଂ, ଆନୋଡାଇଜିଂ, ଚାହିଦା ଅନୁଯାୟୀ
ପରିମାଣ: ୧ ପିସି ପ୍ରୋଟୋଟାଇପିଂ ଠାରୁ ହଜାର ହଜାର ସିରିଜ୍ ଉତ୍ପାଦନ ପର୍ଯ୍ୟନ୍ତ
ପ୍ରୟୋଗ: ଇଲେକ୍ଟ୍ରୋନିକ୍, ଚିକିତ୍ସା, ମହାକାଶ, ସ୍ୱୟଂଚାଳିତ, ଅଟୋ
-
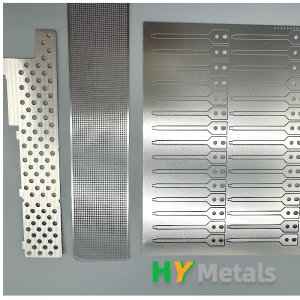
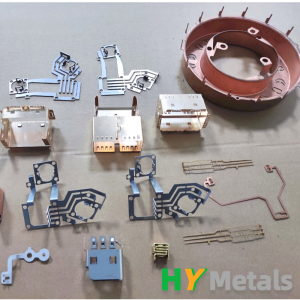
HY ଧାତୁରୁ ପ୍ରିସିସନ୍ ଧାତୁ ଏଚ୍ିଂ ସେବା: ସିମଲେସ୍ ପାର୍ଟ ଫିକ୍ସିଂ ସମାଧାନ
HY Metals ଏକ ଅତ୍ୟାଧୁନିକ ସମାଧାନ ପ୍ରଚଳନ କରିଛି ଯାହା ସିଟ୍ ମେଟାଲ୍ ଉପରେ ଏକାଧିକ ଅଂଶକୁ ଖୋଳିବା ସମୟରେ ପାରମ୍ପରିକ ସନ୍ଧିଗୁଡ଼ିକର ଆବଶ୍ୟକତାକୁ ଦୂର କରେ। ଏହି ଅଭିନବ ପଦ୍ଧତିରେ ଏକ ସ୍ୱତନ୍ତ୍ର ଫିଲ୍ମ ବ୍ୟବହାର କରାଯାଏ ଯାହା ଖୋଳିବା ପ୍ରକ୍ରିୟା ଆରମ୍ଭ ହେବା ପୂର୍ବରୁ ସାମଗ୍ରୀରେ ଲଗାଯାଏ। ଏହି ଫିଲ୍ମ ଏକ ସୁରକ୍ଷା ସ୍ତର ଭାବରେ କାର୍ଯ୍ୟ କରେ, ଖୋଳିବା ପ୍ରକ୍ରିୟା ସମୟରେ ସବୁକିଛି ସୁରକ୍ଷିତ ଭାବରେ ସ୍ଥାନରେ ରଖେ, ପୃଥକ ସନ୍ଧିର ଆବଶ୍ୟକତାକୁ ଦୂର କରେ। ଫଳସ୍ୱରୂପ, ମୁଖ୍ୟ ସାଜସଜ୍ଜା ଉପାଦାନଗୁଡ଼ିକୁ ପରବର୍ତ୍ତୀ ସମୟରେ ସଂଯୋଗ ବିନ୍ଦୁଗୁଡ଼ିକୁ ଅପସାରଣ ନକରି ଖୋଳି ଦିଆଯାଇପାରିବ, ଯାହା ଧାରଗୁଡ଼ିକୁ ସୁଗମ ଏବଂ ନିର୍ମଳ ରଖେ।
-
HY ଧାତୁ ସହିତ ଉଚ୍ଚ ସଠିକତା ଏବଂ କଷ୍ଟମାଇଜେସନ୍: ଅଗ୍ରଣୀ କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ଅଟୋମୋଟିଭ୍ ପାର୍ଟସ୍ ଏବଂ ବସ୍ବାର୍
HY Metals ଦ୍ୱାରା ନିର୍ମିତ ମୁଖ୍ୟ ଉତ୍ପାଦ ମଧ୍ୟରୁ ଗୋଟିଏ ହେଉଛି ଅଟୋମୋବାଇଲ୍ ପାଇଁ ବସ୍ବାର୍।
ବସ୍ବାର୍ଗୁଡ଼ିକ ହେଉଛି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଉପାଦାନ ଯାହା ବୈଦ୍ୟୁତିକ ସିଷ୍ଟମରେ ଦକ୍ଷ ଏବଂ ନିର୍ଭରଯୋଗ୍ୟ ବୈଦ୍ୟୁତିକ ପରିବାହିତା ପ୍ରଦାନ କରେ।
ଉନ୍ନତ ଯନ୍ତ୍ରପାତି ଏବଂ ଦକ୍ଷ କର୍ମଚାରୀଙ୍କ ସହିତ, HY Metals କଷ୍ଟମ୍ ସିଟ୍ ମେଟାଲ୍ ଅଟୋ ପାର୍ଟସ୍ ଏବଂ ବସ୍ବାର ପାଇଁ ଉପଯୁକ୍ତ ସମାଧାନ ପ୍ରଦାନ କରେ। ଏହା ଏକ ଜଟିଳ ଡିଜାଇନ୍ ହେଉ କିମ୍ବା ନିର୍ଦ୍ଦିଷ୍ଟ ଡାଇମେନ୍ସନାଲ ଆବଶ୍ୟକତା, କମ୍ପାନୀର ଇଞ୍ଜିନିୟର ଏବଂ ଟେକ୍ନିସିଆନମାନଙ୍କ ପାଖରେ କଷ୍ଟମ୍ ଉତ୍ପାଦ ବିକାଶ ଏବଂ ଉତ୍ପାଦନ କରିବାର ଦକ୍ଷତା ଅଛି।
ଏହି ନମନୀୟତା ଅଟୋମେକରମାନଙ୍କୁ ସେମାନଙ୍କର ସଠିକ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନୁଯାୟୀ ଉତ୍ପାଦ ନିର୍ମାଣ କରିବାକୁ ଅନୁମତି ଦିଏ, ଏକ ସମ୍ପୂର୍ଣ୍ଣ ଫିଟ୍ ଏବଂ ସର୍ବୋତ୍ତମ କାର୍ଯ୍ୟଦକ୍ଷତା ସୁନିଶ୍ଚିତ କରେ।
-

HY Metals ହେଉଛି ଏକ ପ୍ରମୁଖ ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ସେବା ପ୍ରଦାନକାରୀ ଯାହାର ଏକ ପ୍ରଭାବଶାଳୀ ଭିତ୍ତିଭୂମି ଏବଂ ବୃତ୍ତିଗତ ସେବା ଅଛି।
HY ଧାତୁଜଣେ ଅଗ୍ରଣୀ ଧାତୁ ଚାଦର ନିର୍ମାଣଚାରିଟି ଅତ୍ୟାଧୁନିକ ସମେତ ଏକ ପ୍ରଭାବଶାଳୀ ଭିତ୍ତିଭୂମି ସହିତ ସେବା ପ୍ରଦାନକାରୀଧାତୁ ଚାଦର କାରଖାନା। ଆମର ସୁବିଧାରେ 300 ରୁ ଅଧିକ ମେସିନ୍ ଅଛି ଯାହା କଟିଂ ଠାରୁ ଫିନିସିଂ ପର୍ଯ୍ୟନ୍ତ ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣର ସମ୍ପୂର୍ଣ୍ଣ ସ୍ପେକ୍ଟ୍ରମ୍ ପରିଚାଳନା କରିପାରିବ। ଏହା ଷ୍ଟିଲ୍, ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ କିମ୍ବା ଅନ୍ୟ ଯେକୌଣସି ସିଟ୍ ଧାତୁ ହେଉ, ଆମର 1mm ରୁ 3200mm ପର୍ଯ୍ୟନ୍ତ ଅଂଶଗୁଡ଼ିକୁ ଅସାଧାରଣ ସଠିକତା ଏବଂ ସଠିକତା ସହିତ ନିର୍ମାଣ କରିବା ପାଇଁ ବିଶେଷଜ୍ଞତା ଏବଂ ଯନ୍ତ୍ରପାତି ଅଛି।
ଆମର ଉତ୍ସର୍ଗୀକୃତ ବିଶେଷଜ୍ଞ ଏବଂ କାରିଗରୀ ଦଳଙ୍କ ପାଖରେ ପ୍ରକଳ୍ପ ଯେତେ ଜଟିଳ ହେଉନା କାହିଁକି, ଉଲ୍ଲେଖନୀୟ ଫଳାଫଳ ପ୍ରଦାନ କରିବା ପାଇଁ ଆବଶ୍ୟକ ଜ୍ଞାନ, ଦକ୍ଷତା ଏବଂ କାରିଗରୀ ଦକ୍ଷତା ଅଛି।ଜଟିଳରୁପ୍ରୋଟୋଟାଇପିଂବୃହତ୍ ଉତ୍ପାଦନ ପାଇଁ, ଆମେ ସର୍ବାଧିକ ସଠିକତା ଏବଂ ବିବରଣୀ ପ୍ରତି ଧ୍ୟାନ ଦେଉଥିବା କଷ୍ଟମ୍ ସମାଧାନ ପ୍ରଦାନ କରିବାକୁ ପ୍ରତିବଦ୍ଧ। ଆମର ଗ୍ରାହକମାନଙ୍କ ସହିତ ଘନିଷ୍ଠ ଭାବରେ କାର୍ଯ୍ୟ କରି, ଆମେ ନିଶ୍ଚିତ କରୁ ଯେ ସେମାନଙ୍କର ଅନନ୍ୟ ଆବଶ୍ୟକତା ସର୍ବାଧିକ ସନ୍ତୋଷ ଏବଂ ଦକ୍ଷତା ସହିତ ପୂରଣ ହେଉଛି।
-
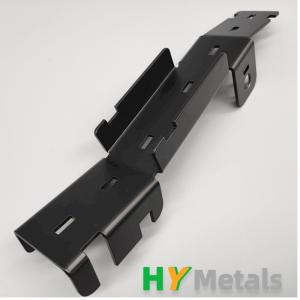
କଳା ପାଉଡର ଆବରଣ କଷ୍ଟମ ସିଟ୍ ଧାତୁ ଅଂଶ ସହିତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍
ଅଂଶର ନାମ କଳା ପାଉଡର ଆବରଣ ସହିତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ, 385*75*12mm, 2.5mm ଘନତା ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, SUS304 ପୃଷ୍ଠ ଫିନିସେସ୍ ପାଉଡର ଆବରଣ କଳା ପ୍ରୟୋଗ ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍, ହାତ ବନ୍ଧନୀ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ଗଠନ-କଟିବା -ବଙ୍କିବା -ଆନୋଡାଇଜିଂ -

କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲି
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା: କାଟିବା, ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା, ଟ୍ୟାପ୍ କରିବା କିମ୍ବା ରିଭେଟିଂ, ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲି। ସିଟ୍ ଧାତୁ ଆସେମ୍ବଲି ହେଉଛି କଟିବା ଏବଂ ବଙ୍କା କରିବା ପରେ ପ୍ରକ୍ରିୟା, କେତେକ ସମୟରେ ଏହା ଆବରଣ ପ୍ରକ୍ରିୟା ପରେ ହୋଇଥାଏ। ଆମେ ସାଧାରଣତଃ ରିଭେଟିଂ, ୱେଲ୍ଡିଂ, ଫିଟ୍ ପ୍ରେସିଂ ଏବଂ ଟ୍ୟାପିଂ ଦ୍ୱାରା ଅଂଶଗୁଡ଼ିକୁ ଏକତ୍ର କରି ଏକତ୍ରିତ କରୁ। ଟ୍ୟାପ୍ିଂ ଏବଂ ରିଭେଟିଂ ଥ୍ରେଡ୍ ଆସେମ୍ବଲିରେ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭୂମିକା ଗ୍ରହଣ କରୁଛି। ଥ୍ରେଡ୍ ପାଇବା ପାଇଁ 3ଟି ମୁଖ୍ୟ ପଦ୍ଧତି ଅଛି: ଟ୍ୟାପ୍ କରିବା, ରିଭେଟିଂ, କଏଲ ସଂସ୍ଥାପନ କରିବା। 1. ଥ୍ରେଡ୍ ଟ୍ୟାପ୍ କରିବା ଟ୍ୟାପ୍ିଂ ଏକ ପ୍ରକ୍ରିୟା ... -
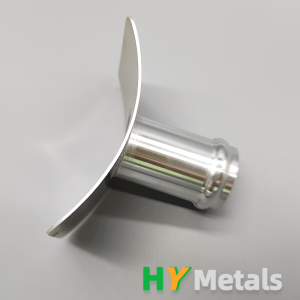
ଉଚ୍ଚ-ଗୁଣବତ୍ତା ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଉପାଦାନ କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ୱେଲ୍ଡିଂ ଆସେମ୍ବଲି
ଅଂଶର ନାମ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଉପାଦାନ କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ୱେଲ୍ଡିଂ ଆସେମ୍ବଲି ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ 80*40*80mm ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ଆଲୁମିନିୟମ୍ ଟ୍ୟୁବ୍ ଏବଂ ଆଲୁମିନିୟମ୍ ସିଟ୍ ଧାତୁ ପୃଷ୍ଠ ଫିନିସେସ୍ ସ୍ପଷ୍ଟ କ୍ରୋମେଟ୍, ରାସାୟନିକ ଫିଲ୍ମ ପ୍ରୟୋଗ ଧାତୁ ପତ୍ରର ପ୍ରୋଟୋଟାଇପ୍, ବନ୍ଧନୀ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ବ୍ୟାଣ୍ଡିଂ-ଫର୍ମିଂ ଟବ୍ - ୱେଲ୍ଡିଂ-କ୍ରୋମେଟ୍ -

ସଠିକ୍ ଧାତୁ ସିଟ୍ ବଙ୍କା ଏବଂ ଗଠନ ପ୍ରକ୍ରିୟା
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା: କାଟିବା, ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା, ଟ୍ୟାପ୍ କରିବା କିମ୍ବା ରିଭେଟିଂ କରିବା, ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲିଂ। ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା ସିଟ୍ ଧାତୁ ନିର୍ମାଣରେ ସିଟ୍ ଧାତୁ ବଙ୍କା ହେଉଛି ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପ୍ରକ୍ରିୟା। ଏହା ସାମଗ୍ରୀ କୋଣକୁ ଏକ v-ଆକୃତି କିମ୍ବା U-ଆକୃତି, କିମ୍ବା ଅନ୍ୟାନ୍ୟ କୋଣ କିମ୍ବା ଆକୃତିରେ ପରିବର୍ତ୍ତନ କରିବାର ଏକ ପ୍ରକ୍ରିୟା। ବଙ୍କା ପ୍ରକ୍ରିୟା ସମତଳ ଅଂଶଗୁଡ଼ିକୁ କୋଣ, ବ୍ୟାସାର୍ଦ୍ଧ, ଫ୍ଲାଙ୍ଗେସ୍ ସହିତ ଏକ ଗଠିତ ଅଂଶ କରିଥାଏ। ସାଧାରଣତଃ ସିଟ୍ ଧାତୁ ବଙ୍କା 2 ପଦ୍ଧତି ଅନ୍ତର୍ଭୁକ୍ତ କରିଥାଏ: ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଦ୍ୱାରା ବଙ୍କା ଏବଂ ବେନ୍ ଦ୍ୱାରା ବଙ୍କା... -

ଉଚ୍ଚ ସଠିକତା ଧାତୁ ଷ୍ଟାମ୍ପିଂ କାର୍ଯ୍ୟରେ ଷ୍ଟାମ୍ପିଂ, ପଞ୍ଚିଂ ଏବଂ ଡିପ୍-ଡ୍ରଇଂ ଅନ୍ତର୍ଭୁକ୍ତ।
ଧାତୁ ଷ୍ଟାମ୍ପିଂ ହେଉଛି ବହୁଳ ଉତ୍ପାଦନ ପାଇଁ ଷ୍ଟାମ୍ପିଂ ମେସିନ୍ ଏବଂ ଟୁଲିଂ ସହିତ ଏକ ପ୍ରକ୍ରିୟା। ଏହା ଲେଜର କଟିଂ ଏବଂ ବେଣ୍ଡିଙ୍ଗ୍ ମେସିନ୍ ଦ୍ୱାରା ବଙ୍କାଇବା ଅପେକ୍ଷା ଅଧିକ ସଠିକତା, ଅଧିକ ଦ୍ରୁତ, ଅଧିକ ସ୍ଥିର ଏବଂ ଅଧିକ ଶସ୍ତା ୟୁନିଟ୍ ମୂଲ୍ୟ। ନିଶ୍ଚିତ ଭାବରେ ଆପଣଙ୍କୁ ପ୍ରଥମେ ଟୁଲିଂ ଖର୍ଚ୍ଚ ବିଚାର କରିବାକୁ ପଡିବ। ଉପବିଭାଗ ଅନୁସାରେ, ଧାତୁ ଷ୍ଟାମ୍ପିଂକୁ ସାଧାରଣ ଷ୍ଟାମ୍ପିଂ, ଡିପ୍ ଡ୍ରଇଂ ଏବଂ NCT ପଞ୍ଚିଂରେ ବିଭକ୍ତ କରାଯାଇଛି। ଚିତ୍ର 1: HY ଧାତୁ ଷ୍ଟାମ୍ପିଂ କର୍ମଶାଳାର ଗୋଟିଏ କୋଣ ଧାତୁ ଷ୍ଟାମ୍ପିଂରେ ଉଚ୍ଚ ଗତି ଏବଂ ସଠିକତା ... ର ବୈଶିଷ୍ଟ୍ୟ ରହିଛି। -

ଆବରଣ ଏବଂ ସିଲ୍କସ୍କ୍ରିନ୍ ସହିତ OEM ସିଟ୍ ଧାତୁ ଅଂଶ
ବର୍ଣ୍ଣନା ଅଂଶ ନାମ ଆବୃତ ଏବଂ ସିଲ୍କ-ସ୍କ୍ରିନ୍ ହୋଇଥିବା OEM ସିଟ୍ ଧାତୁ ଅଂଶ ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ସିଟ୍ ଧାତୁ ଅଂଶ ଏବଂ CNC ମେସିନ୍ ହୋଇଥିବା ଅଂଶ ଆକାର ଚିତ୍ରାଙ୍କନ ଅନୁସାରେ ସହନଶୀଳତା ଆପଣଙ୍କ ଆବଶ୍ୟକତା ଅନୁସାରେ, ଚାହିଦା ଅନୁଯାୟୀ ସାମଗ୍ରୀ ଆଲୁମିନିୟମ, ଷ୍ଟିଲ୍, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ପିତ୍ତଳ, ତମ୍ବା ପୃଷ୍ଠ ଶେଷ ପାଉଡର ଆବରଣ, ପ୍ଲେଟିଂ, ଆନୋଡାଇଜିଂ, ସିଲ୍କସ୍କ୍ରିନ୍ ଆବେଦନ ଶିଳ୍ପର ଏକ ବିସ୍ତୃତ ପରିସର ପାଇଁ ପ୍ରକ୍ରିୟା CNC ମେସିନିଂ, ସିଟ୍ ଧାତୁ ନିର୍ମାଣ, ଆବରଣ, ସିଲ୍କସ୍କ୍ରିନ୍ ଆବୃତ ଏବଂ ସିଲ୍କ-ସ୍କ୍ରିନ୍ ହୋଇଥିବା O... -

ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ କ୍ୟାମେରା ହାଉସିଂ ବଙ୍କା ଚିହ୍ନ ମୁକ୍ତ
ସିଟ୍ ଧାତୁ ବଙ୍କା ହେଉଛି ଉତ୍ପାଦନରେ ଏକ ସାଧାରଣ ପ୍ରକ୍ରିୟା ଯେଉଁଥିରେ ସିଟ୍ ଧାତୁକୁ ବିଭିନ୍ନ ଆକାରରେ ଗଠନ କରିବା ଅନ୍ତର୍ଭୁକ୍ତ। ଯଦିଓ ଏହା ଏକ ସରଳ ପ୍ରକ୍ରିୟା, କିଛି ଚ୍ୟାଲେଞ୍ଜ ଅଛି ଯାହାକୁ ଇଚ୍ଛିତ ଫଳାଫଳ ହାସଲ କରିବା ପାଇଁ ଦୂର କରିବାକୁ ପଡିବ। ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ସମସ୍ୟାଗୁଡ଼ିକ ମଧ୍ୟରୁ ଗୋଟିଏ ହେଉଛି ଫ୍ଲେକ୍ସ ମାର୍କ। ସିଟ୍ ଧାତୁ ବଙ୍କା ହେଲେ ଏହି ମାର୍କଗୁଡ଼ିକ ଦେଖାଯାଏ, ଯାହା ପୃଷ୍ଠରେ ଦୃଶ୍ୟମାନ ମାର୍କ ସୃଷ୍ଟି କରେ। ଏହି ଲେଖାରେ, ଆମେ ଏକ ସୁନ୍ଦର ଫିନିସ୍ ପାଇଁ ସିଟ୍ ଧାତୁ ବଙ୍କା ସମୟରେ ବଙ୍କା ମାର୍କଗୁଡ଼ିକୁ ଏଡାଇବା ପାଇଁ ଉପାୟଗୁଡ଼ିକ ଅନୁସନ୍ଧାନ କରିବୁ। ପ୍ରଥମେ, ଏହା ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଯେ ... -

ଲେଜର କଟିଂ, ରାସାୟନିକ ଏଚ୍ିଙ୍ଗ୍ ଏବଂ ୱାଟର ଜେଟ୍ ସମେତ ସଠିକ୍ ଧାତୁ କଟିଂ ପ୍ରକ୍ରିୟା
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା: କାଟିବା, ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା, ଟ୍ୟାପିଂ କିମ୍ବା ରିଭେଟିଂ, ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲି। ସିଟ୍ ଧାତୁ ସାମଗ୍ରୀଗୁଡ଼ିକ ସାଧାରଣତଃ 1220*2440mm ଆକାରର କିଛି ଧାତୁ ପ୍ଲେଟ୍ କିମ୍ବା ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରସ୍ଥ ସହିତ ଧାତୁ ରୋଲ୍ ହୋଇଥାଏ। ତେଣୁ ବିଭିନ୍ନ କଷ୍ଟମ୍ ଧାତୁ ଅଂଶ ଅନୁଯାୟୀ, ପ୍ରଥମ ପଦକ୍ଷେପ ହେଉଛି ସାମଗ୍ରୀକୁ ଉପଯୁକ୍ତ ଆକାରରେ କାଟିବା କିମ୍ବା ଫ୍ଲାଟ୍ ପ୍ୟାଟର୍ନ ଅନୁସାରେ ସମ୍ପୂର୍ଣ୍ଣ ପ୍ଲେଟ୍ କାଟିବା। ସିଟ୍ ଧାତୁ ଅଂଶ ପାଇଁ 4ଟି ମୁଖ୍ୟ ପ୍ରକାରର କଟିଂ ପଦ୍ଧତି ଅଛି: ଲେଜର କଟିଂ, ୱାଟର ଜେଟ୍, ରାସାୟନିକ ଏଚ୍ିଙ୍ଗ୍, ...
