
-

HY ମେଟାଲ୍ସ ଉପକରଣ ପରୀକ୍ଷଣ ପାଇଁ ତ୍ରୁଟିହୀନ ସିଟ୍ ମେଟାଲ୍ ଏନକ୍ଲୋଜର ପ୍ରୋଟୋଟାଇପ୍ ପ୍ରଦାନ କରେ
✔ ସାମଗ୍ରୀ: ପ୍ରିମିୟମ୍ ଗାଲଭାନିଆନ୍ ଇସ୍ପାତ (କ୍ଷୋଭ-ପ୍ରତିରୋଧୀ ଚିକିତ୍ସା)
✔ ପରିମାଣ: କ୍ଷେତ୍ର ପରୀକ୍ଷଣ ପାଇଁ 2ଟି ପ୍ରୋଟୋଟାଇପ୍ ୟୁନିଟ୍
✔ ମୁଖ୍ୟ ପ୍ରକ୍ରିୟାଗୁଡ଼ିକ:
- ଲେଜର କଟିଂ (±0.1mm ସଠିକତା)
- ସଠିକ୍ ବଙ୍କା (±0.2° କୋଣ ସହନଶୀଳତା)
- ରିଭେଟିଂ ଆସେମ୍ବଲି (ଫ୍ଲସ୍ ଫାଷ୍ଟନର ସଂସ୍ଥାପନ)
✔ ପୃଷ୍ଠ ଗୁଣବତ୍ତା: ସ୍କ୍ରାଚ୍-ମୁକ୍ତ ସୁରକ୍ଷାମୂଳକ ଫିଲ୍ମ ଆବରଣ
-

ଆମର ନବୀନତମ କଷ୍ଟମ୍ ପ୍ରିସିସନ୍ ସିଟ୍ ଧାତୁ ଅଂଶଗୁଡ଼ିକର ପରିଚୟ ଦେଉଛି: ଆପଣଙ୍କର ପ୍ରୋଟୋଟାଇପିଂ ଅଭିଜ୍ଞତାକୁ ଉନ୍ନତ କରନ୍ତୁ
HY Metals ରେ, ଆମେ ଆମର ଗ୍ରାହକମାନଙ୍କର ପରିବର୍ତ୍ତିତ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ ଅଭିନବ ସମାଧାନ ପ୍ରଦାନ କରିବାକୁ ପ୍ରତିବଦ୍ଧ। ଆମର ନୂତନ କଷ୍ଟମ୍ ପ୍ରିସିସନ୍ ସିଟ୍ ମେଟାଲ୍ ଅଂଶ, ଯେଉଁଥିରେ ରିଭେଟ୍ ନଟ୍ ସହିତ କଳା ପାଉଡର-କୋଟେଡ୍ କଭର ଏବଂ ସ୍ପଷ୍ଟ-ଆନୋଡାଇଜ୍ଡ ଆଲୁମିନିୟମ୍ ଚେସିସ୍ ଉପାଦାନ ଅନ୍ତର୍ଭୁକ୍ତ, ଗୁଣବତ୍ତା ଏବଂ ସଠିକତା ପ୍ରତି ଆମର ଉତ୍ସର୍ଗକୁ ଉଦାହରଣ ଦିଏ।
ଯଦି ଆପଣ ଆପଣଙ୍କ ପାଇଁ ଏକ ନିର୍ଭରଯୋଗ୍ୟ ସାଥୀ ଖୋଜୁଛନ୍ତିଧାତୁ ପତ୍ରର ପ୍ରୋଟୋଟାଇପିଂଆବଶ୍ୟକତା ଅଛି, HY Metals ବ୍ୟତୀତ ଆଉ କିଛି ଦେଖିବା ଉଚିତ ନୁହେଁ। ଆମର କ୍ଷମତା ବିଷୟରେ ଅଧିକ ଜାଣିବା ପାଇଁ ଏବଂ ଆପଣଙ୍କ ପ୍ରକଳ୍ପକୁ ବାସ୍ତବରେ ପରିଣତ କରିବାରେ ଆମେ କିପରି ସାହାଯ୍ୟ କରିପାରିବା ତାହା ଜାଣିବା ପାଇଁ ଆଜି ଆମ ସହିତ ଯୋଗାଯୋଗ କରନ୍ତୁ!
HYଧାତୁଯୋଗାଇବାଏକ-ଷ୍ଟପ୍କଷ୍ଟମ୍ ଉତ୍ପାଦନ ସେବା ଅନ୍ତର୍ଭୁକ୍ତ କରିଧାତୁ ଚାଦର ନିର୍ମାଣଏବଂସିଏନସି ମେସିନିଂ, ୧୪ ବର୍ଷର ଅଭିଜ୍ଞତା ଏବଂ8ଟି ସମ୍ପୂର୍ଣ୍ଣ ମାଲିକାନା ସୁବିଧା.
ଉତ୍କୃଷ୍ଟଗୁଣବତ୍ତାନିୟନ୍ତ୍ରଣ,ଛୋଟପରିବର୍ତ୍ତନ,ମହାନଯୋଗାଯୋଗ।
ଆପଣଙ୍କର RFQ ପଠାନ୍ତୁବିସ୍ତୃତ ଚିତ୍ରଆଜି। ଆମେ ଆପଣଙ୍କ ପାଇଁ ଯଥାଶୀଘ୍ର ଉଦ୍ଧୃତ କରିବୁ।
ୱିଚାଟ୍:ନା୦୯୨୬୦୮୩୮
କୁହନ୍ତୁ:+୮୬ ୧୫୮୧୫୮୭୪୦୯୭
ଇମେଲ୍:susanx@hymetalproducts.com
-

ବାଲୁକା ବ୍ଲାଷ୍ଟିଂ ଏବଂ ସ୍ପଷ୍ଟ ଆନୋଡାଇଜିଂ ସହିତ ଉଚ୍ଚମାନର କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ସିଟ୍ ଧାତୁ କଭର
ପରିମାଣ: ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ କଷ୍ଟମ
ଧାତୁ ଚାଦର ବଙ୍କା ପାଇଁ ସହନଶୀଳତା: +/- 0.02mm
ସାମଗ୍ରୀ: ତମ୍ବା, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଆଲୁମିନିୟମ୍, ଇସ୍ପାତ, SPPC, SGCC, SECC, SPHC, କୋଲ୍ଡ ରୋଲ୍ଡ ଷ୍ଟିଲ୍, ହାଲୁକା ଇସ୍ପାତ
ଶେଷ: ବାଲୁକା ବ୍ଲାଷ୍ଟିଂ, ଆନୋଡାଇଜିଂ, ରାସାୟନିକ ଫିଲ୍ମ, କ୍ରୋମେଟ୍, ପ୍ଲେଟିଂ, ଆନୋଡାଇଜିଂ, ଚାହିଦା ଅନୁଯାୟୀ
ପରିମାଣ: ୧ ପିସି ପ୍ରୋଟୋଟାଇପିଂ ଠାରୁ ହଜାର ହଜାର ସିରିଜ୍ ଉତ୍ପାଦନ ପର୍ଯ୍ୟନ୍ତ
ପ୍ରୟୋଗ: ଇଲେକ୍ଟ୍ରୋନିକ୍, ଚିକିତ୍ସା, ମହାକାଶ, ସ୍ୱୟଂଚାଳିତ, ଅଟୋ
-

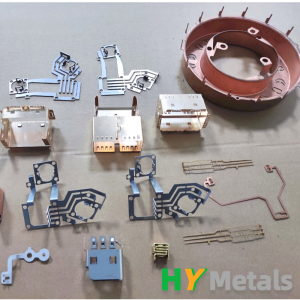
ପ୍ରିସିସନ୍ କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ଇଲେକ୍ଟ୍ରୋନିକ୍ କଣ୍ଟାକ୍ଟର୍ ଅଂଶ
ଏହି ଅଭିନବ ଉତ୍ପାଦଗୁଡ଼ିକ ମଧ୍ୟରୁ ପ୍ରଥମଟି ହେଉଛି ଏକ 6 ମିମି ବ୍ୟାସର ଇଲେକ୍ଟ୍ରୋନିକ୍ ସମ୍ପର୍କ ଉପାଦାନ ଯାହା ଏକ ପରିବାହୀ କ୍ଲା ରିଙ୍ଗ ସହିତ। ଏହି ଅଂଶର ଶେଷରେ ଏକ ବନ୍ଦ ବୃତ୍ତ ଗଠନ କରିବା ପାଇଁ ଆବଶ୍ୟକୀୟ ସଠିକ୍ ବଙ୍କା HY ମେଟାଲ୍ସର ଉନ୍ନତ ଉତ୍ପାଦନ କ୍ଷମତାର ପ୍ରମାଣ। ଅଂଶର ଜଟିଳ ଡିଜାଇନ୍ ଏବଂ ଛୋଟ ଆକାର ଅନନ୍ୟ ଉତ୍ପାଦନ ଚ୍ୟାଲେଞ୍ଜ ଉପସ୍ଥାପନ କରେ, କିନ୍ତୁ ଆମର ଦକ୍ଷ କାରିଗର ଏବଂ ଅତ୍ୟାଧୁନିକ ଯନ୍ତ୍ରପାତି ଦଳ ନିଶ୍ଚିତ କରନ୍ତି ଯେ ପ୍ରତ୍ୟେକ ଖଣ୍ଡ ଡ୍ରଇଂରେ ତାଲିକାଭୁକ୍ତ ସଠିକ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ପୂରଣ କରେ।
-
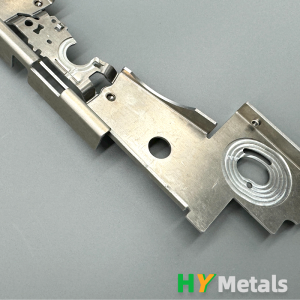
ଅନେକ ସ୍ଥାନରେ ସଠିକ୍ CNC ମେସିନିଂ କ୍ଷେତ୍ର ଥିବା ଏକ କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍
HY Metals ସମ୍ପ୍ରତି ଏକ ପ୍ରକଳ୍ପ ସମାପ୍ତ କରିଛି ଯେଉଁଥିରେ ସାମିଲ ଅଛିକଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ଅଂଶ Al5052 ରେ ତିଆରିଅଟୋମୋଟିଭ୍ ବ୍ରାକେଟ୍.
ହେବା ପରେଲେଜର କଟ୍, ବଙ୍କାଏବଂରିଭେଟେଡ୍, ଆବଶ୍ୟକ ବ୍ରାକେଟ୍ସଠିକ୍ ମେସିନିଂଚାରୋଟି ନିର୍ଦ୍ଦିଷ୍ଟ କ୍ଷେତ୍ରରେ ପଦାଙ୍କିତ ବୃତ୍ତ ସୃଷ୍ଟି କରିବା ପାଇଁ। ଏହି ପଦାଙ୍କିତ ବୃତ୍ତଗୁଡ଼ିକ ସମାୟୋଜନ କରିବା ପାଇଁ ଆବଶ୍ୟକଇଲେକ୍ଟ୍ରୋନିକ୍ ଉପାଦାନପରବର୍ତ୍ତୀ ପର୍ଯ୍ୟାୟର ସମାବେଶ ପାଇଁ। ବଙ୍କିବା ପରେ ମେସିନିଂ ସହନଶୀଳତା ବଜାୟ ରଖିବାର ଚ୍ୟାଲେଞ୍ଜ ସତ୍ତ୍ୱେ, HY Metals ସଫଳତାର ସହ ପ୍ରକଳ୍ପକୁ କାର୍ଯ୍ୟକାରୀ କଲା, ଏକ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ଫଳାଫଳ ସୁନିଶ୍ଚିତ କଲା।
-
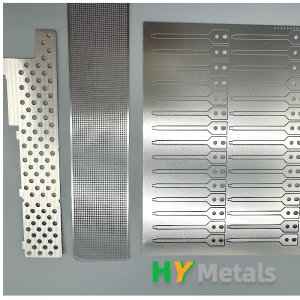
HY ଧାତୁରୁ ପ୍ରିସିସନ୍ ଧାତୁ ଏଚ୍ିଂ ସେବା: ସିମଲେସ୍ ପାର୍ଟ ଫିକ୍ସିଂ ସମାଧାନ
HY Metals ଏକ ଅତ୍ୟାଧୁନିକ ସମାଧାନ ପ୍ରଚଳନ କରିଛି ଯାହା ସିଟ୍ ମେଟାଲ୍ ଉପରେ ଏକାଧିକ ଅଂଶକୁ ଖୋଳିବା ସମୟରେ ପାରମ୍ପରିକ ସନ୍ଧିଗୁଡ଼ିକର ଆବଶ୍ୟକତାକୁ ଦୂର କରେ। ଏହି ଅଭିନବ ପଦ୍ଧତିରେ ଏକ ସ୍ୱତନ୍ତ୍ର ଫିଲ୍ମ ବ୍ୟବହାର କରାଯାଏ ଯାହା ଖୋଳିବା ପ୍ରକ୍ରିୟା ଆରମ୍ଭ ହେବା ପୂର୍ବରୁ ସାମଗ୍ରୀରେ ଲଗାଯାଏ। ଏହି ଫିଲ୍ମ ଏକ ସୁରକ୍ଷା ସ୍ତର ଭାବରେ କାର୍ଯ୍ୟ କରେ, ଖୋଳିବା ପ୍ରକ୍ରିୟା ସମୟରେ ସବୁକିଛି ସୁରକ୍ଷିତ ଭାବରେ ସ୍ଥାନରେ ରଖେ, ପୃଥକ ସନ୍ଧିର ଆବଶ୍ୟକତାକୁ ଦୂର କରେ। ଫଳସ୍ୱରୂପ, ମୁଖ୍ୟ ସାଜସଜ୍ଜା ଉପାଦାନଗୁଡ଼ିକୁ ପରବର୍ତ୍ତୀ ସମୟରେ ସଂଯୋଗ ବିନ୍ଦୁଗୁଡ଼ିକୁ ଅପସାରଣ ନକରି ଖୋଳି ଦିଆଯାଇପାରିବ, ଯାହା ଧାରଗୁଡ଼ିକୁ ସୁଗମ ଏବଂ ନିର୍ମଳ ରଖେ।
-
HY ଧାତୁ ସହିତ ଉଚ୍ଚ ସଠିକତା ଏବଂ କଷ୍ଟମାଇଜେସନ୍: ଅଗ୍ରଣୀ କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ଅଟୋମୋଟିଭ୍ ପାର୍ଟସ୍ ଏବଂ ବସ୍ବାର୍
HY Metals ଦ୍ୱାରା ନିର୍ମିତ ମୁଖ୍ୟ ଉତ୍ପାଦ ମଧ୍ୟରୁ ଗୋଟିଏ ହେଉଛି ଅଟୋମୋବାଇଲ୍ ପାଇଁ ବସ୍ବାର୍।
ବସ୍ବାର୍ଗୁଡ଼ିକ ହେଉଛି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଉପାଦାନ ଯାହା ବୈଦ୍ୟୁତିକ ସିଷ୍ଟମରେ ଦକ୍ଷ ଏବଂ ନିର୍ଭରଯୋଗ୍ୟ ବୈଦ୍ୟୁତିକ ପରିବାହିତା ପ୍ରଦାନ କରେ।
ଉନ୍ନତ ଯନ୍ତ୍ରପାତି ଏବଂ ଦକ୍ଷ କର୍ମଚାରୀଙ୍କ ସହିତ, HY Metals କଷ୍ଟମ୍ ସିଟ୍ ମେଟାଲ୍ ଅଟୋ ପାର୍ଟସ୍ ଏବଂ ବସ୍ବାର ପାଇଁ ଉପଯୁକ୍ତ ସମାଧାନ ପ୍ରଦାନ କରେ। ଏହା ଏକ ଜଟିଳ ଡିଜାଇନ୍ ହେଉ କିମ୍ବା ନିର୍ଦ୍ଦିଷ୍ଟ ଡାଇମେନ୍ସନାଲ ଆବଶ୍ୟକତା, କମ୍ପାନୀର ଇଞ୍ଜିନିୟର ଏବଂ ଟେକ୍ନିସିଆନମାନଙ୍କ ପାଖରେ କଷ୍ଟମ୍ ଉତ୍ପାଦ ବିକାଶ ଏବଂ ଉତ୍ପାଦନ କରିବାର ଦକ୍ଷତା ଅଛି।
ଏହି ନମନୀୟତା ଅଟୋମେକରମାନଙ୍କୁ ସେମାନଙ୍କର ସଠିକ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନୁଯାୟୀ ଉତ୍ପାଦ ନିର୍ମାଣ କରିବାକୁ ଅନୁମତି ଦିଏ, ଏକ ସମ୍ପୂର୍ଣ୍ଣ ଫିଟ୍ ଏବଂ ସର୍ବୋତ୍ତମ କାର୍ଯ୍ୟଦକ୍ଷତା ସୁନିଶ୍ଚିତ କରେ।
-

HY Metals ହେଉଛି ଏକ ପ୍ରମୁଖ ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ସେବା ପ୍ରଦାନକାରୀ ଯାହାର ଏକ ପ୍ରଭାବଶାଳୀ ଭିତ୍ତିଭୂମି ଏବଂ ବୃତ୍ତିଗତ ସେବା ଅଛି।
HY ଧାତୁଜଣେ ଅଗ୍ରଣୀ ଧାତୁ ଚାଦର ନିର୍ମାଣଚାରିଟି ଅତ୍ୟାଧୁନିକ ସମେତ ଏକ ପ୍ରଭାବଶାଳୀ ଭିତ୍ତିଭୂମି ସହିତ ସେବା ପ୍ରଦାନକାରୀଧାତୁ ଚାଦର କାରଖାନା। ଆମର ସୁବିଧାରେ 300 ରୁ ଅଧିକ ମେସିନ୍ ଅଛି ଯାହା କଟିଂ ଠାରୁ ଫିନିସିଂ ପର୍ଯ୍ୟନ୍ତ ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣର ସମ୍ପୂର୍ଣ୍ଣ ସ୍ପେକ୍ଟ୍ରମ୍ ପରିଚାଳନା କରିପାରିବ। ଏହା ଷ୍ଟିଲ୍, ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ କିମ୍ବା ଅନ୍ୟ ଯେକୌଣସି ସିଟ୍ ଧାତୁ ହେଉ, ଆମର 1mm ରୁ 3200mm ପର୍ଯ୍ୟନ୍ତ ଅଂଶଗୁଡ଼ିକୁ ଅସାଧାରଣ ସଠିକତା ଏବଂ ସଠିକତା ସହିତ ନିର୍ମାଣ କରିବା ପାଇଁ ବିଶେଷଜ୍ଞତା ଏବଂ ଯନ୍ତ୍ରପାତି ଅଛି।
ଆମର ଉତ୍ସର୍ଗୀକୃତ ବିଶେଷଜ୍ଞ ଏବଂ କାରିଗରୀ ଦଳଙ୍କ ପାଖରେ ପ୍ରକଳ୍ପ ଯେତେ ଜଟିଳ ହେଉନା କାହିଁକି, ଉଲ୍ଲେଖନୀୟ ଫଳାଫଳ ପ୍ରଦାନ କରିବା ପାଇଁ ଆବଶ୍ୟକ ଜ୍ଞାନ, ଦକ୍ଷତା ଏବଂ କାରିଗରୀ ଦକ୍ଷତା ଅଛି।ଜଟିଳରୁପ୍ରୋଟୋଟାଇପିଂବୃହତ୍ ଉତ୍ପାଦନ ପାଇଁ, ଆମେ ସର୍ବାଧିକ ସଠିକତା ଏବଂ ବିବରଣୀ ପ୍ରତି ଧ୍ୟାନ ଦେଉଥିବା କଷ୍ଟମ୍ ସମାଧାନ ପ୍ରଦାନ କରିବାକୁ ପ୍ରତିବଦ୍ଧ। ଆମର ଗ୍ରାହକମାନଙ୍କ ସହିତ ଘନିଷ୍ଠ ଭାବରେ କାର୍ଯ୍ୟ କରି, ଆମେ ନିଶ୍ଚିତ କରୁ ଯେ ସେମାନଙ୍କର ଅନନ୍ୟ ଆବଶ୍ୟକତା ସର୍ବାଧିକ ସନ୍ତୋଷ ଏବଂ ଦକ୍ଷତା ସହିତ ପୂରଣ ହେଉଛି।
-
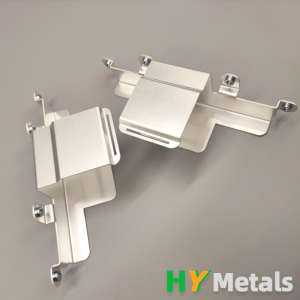
ଧାତୁ ପତ୍ରର ପ୍ରୋଟୋଟାଇପିଂ: ଉଚ୍ଚ ସଠିକତା ଧାତୁ ପତ୍ର ବନ୍ଧନୀ ଆଲୁମିନିୟମ ବନ୍ଧନୀ ଧାତୁ ପତ୍ର ଅଂଶ
ଆଲୁମିନିୟମ୍ଧାତୁ ସୀଟ୍ ବନ୍ଧନୀ। AL5052 ଆଲୁମିନିୟମରୁ ନିର୍ମିତ ଏବଂ ଏକ ସ୍ପଷ୍ଟ କ୍ରୋମେଟ୍ ଫିଲ୍ମ ସହିତ ଆବୃତ, ଏହି ବ୍ରାକେଟ୍ଗୁଡ଼ିକ କମ୍ପାନୀର ସଠିକତା ଏବଂ ପୃଷ୍ଠ ସୁରକ୍ଷା ପ୍ରତି ପ୍ରତିବଦ୍ଧତାକୁ ପ୍ରତିଫଳିତ କରେ। କଟିଂ, ବଙ୍କିବା, ରାସାୟନିକ ଆବରଣ, ରିଭେଟିଂ, ଇତ୍ୟାଦି ଅନେକ ପ୍ରକ୍ରିୟା ପରେ ମଧ୍ୟ, ବ୍ରାକେଟ୍ ଏପର୍ଯ୍ୟନ୍ତ ଅକ୍ଷତ ଅଛି। HY Metals ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାର ପ୍ରତ୍ୟେକ ପଦକ୍ଷେପ ପ୍ରତି ସତର୍କ ଦୃଷ୍ଟି ଦେଇଥାଏ ଯାହା ଦ୍ୱାରା କୌଣସି ସ୍କ୍ରାଚ୍ କିମ୍ବା କ୍ଷତି ନହୁଏ।
-
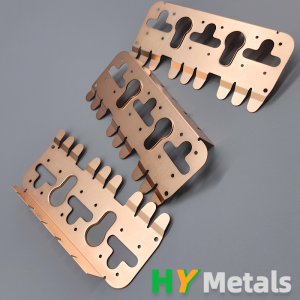
ଉଚ୍ଚ ସଠିକତା ଧାତୁ ସିଟ୍ ଅଂଶ ତମ୍ବା କଣ୍ଟାକ୍ଟର ଧାତୁ ସିଟ୍ କଣ୍ଟା କନେକ୍ଟର
ଅଂଶର ନାମ ଉଚ୍ଚ ସଠିକତା ଧାତୁ ସିଟ୍ ଅଂଶ ତମ୍ବା କଣ୍ଟାକ୍ଟର ଧାତୁ ସିଟ୍ କଣ୍ଟା କନେକ୍ଟର ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ ୧୫୦*୪୫*୨୫ମିମି ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ତମ୍ବା, ପିତ୍ତଳ, ବେରିଲିୟମ୍ ତମ୍ବା, କଂସା, ତମ୍ବା ମିଶ୍ରଧାତୁ ପୃଷ୍ଠ ଫିନିସେସ୍ ବାଲିବ୍ଲାଷ୍ଟ, କଳା ଆନୋଡାଇଜିଂ ପ୍ରୟୋଗ ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍, ଇଲେକ୍ଟ୍ରୋନିକ୍ସ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ବ୍ୟାଣ୍ଡିଂ-ୱେଲ୍ଡିଂ-ବାଲୁକା-ଆନୋଡାଇଜିଂ -
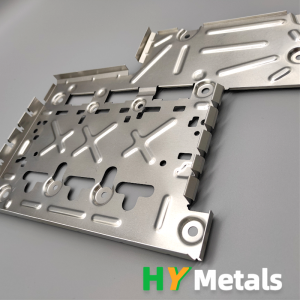
ସିଟ୍ ମେଟାଲ୍ ପ୍ରୋଟୋଟାଇପ୍ ପାର୍ଟସ୍ ଆଲୁମିନିୟମ୍ ଅଟୋ ପାର୍ଟସ୍ ପାଇଁ କଷ୍ଟମ୍ ଉତ୍ପାଦନ ସେବା
ଅଂଶର ନାମ ଉଚ୍ଚ ସଠିକତା ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍ ଆଲୁମିନିୟମ୍ ଅଂଶ ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ ୨୭୫*୨୧୭*୧୦ମିମି ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ଆଲୁମିନିୟମ୍, AL5052, ମିଶ୍ରଧାତୁ ପୃଷ୍ଠ ଫିନିସେସ୍ ସ୍ପଷ୍ଟ ଆନୋଡାଇଜିଂ ପ୍ରୟୋଗ ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍, ଅଟୋ ପାର୍ଟସ୍ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ଗଠନ-କଟିବା -ବଙ୍କିବା -ଆନୋଡାଇଜିଂ -
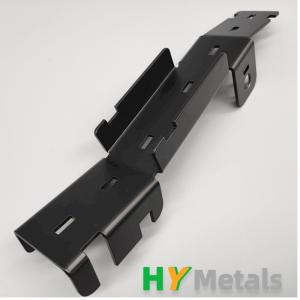
କଳା ପାଉଡର ଆବରଣ କଷ୍ଟମ ସିଟ୍ ଧାତୁ ଅଂଶ ସହିତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍
ଅଂଶର ନାମ କଳା ପାଉଡର ଆବରଣ ସହିତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ, 385*75*12mm, 2.5mm ଘନତା ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, SUS304 ପୃଷ୍ଠ ଫିନିସେସ୍ ପାଉଡର ଆବରଣ କଳା ପ୍ରୟୋଗ ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍, ହାତ ବନ୍ଧନୀ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ଗଠନ-କଟିବା -ବଙ୍କିବା -ଆନୋଡାଇଜିଂ
