
-
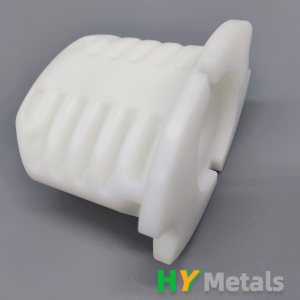
ଉଚ୍ଚ ଗୁଣବତ୍ତା କଷ୍ଟମ୍ CNC ମେସିନିଂ ପ୍ଲାଷ୍ଟିକ୍ ପାର୍ଟସ୍ OEM POM ଉପାଦାନ
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ190mm*100mm*40
ସାମଗ୍ରୀ: ଧଳା POM
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ମେସିନିଂ, CNC ମିଲିଂ
ଧାତୁ ପରି ନୁହେଁ, ପ୍ଲାଷ୍ଟିକ୍ ନରମ ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ ଅଧିକ ସହଜରେ ବିକୃତ ହୋଇଯାଏ। ଏହା ମେସିନ୍ ହୋଇଥିବା ଅଂଶଗୁଡ଼ିକର ସହନଶୀଳତାକୁ ନିୟନ୍ତ୍ରଣ କରିବା କଷ୍ଟକର କରିଥାଏ। ସୌଭାଗ୍ୟବଶତଃ, HY ଧାତୁର ଆମର ବିଶେଷଜ୍ଞଙ୍କ ଦଳ ପ୍ରତ୍ୟେକ ମେସିନ୍ ହୋଇଥିବା ଅଂଶ ସଠିକ୍ ଏବଂ ନିର୍ଭୁଲ ହେବା ନିଶ୍ଚିତ କରିବା ପାଇଁ ଅଭିଜ୍ଞତା ଏବଂ ବିଶେଷଜ୍ଞତା ରଖିଛନ୍ତି, ଯାହା ନିଶ୍ଚିତ କରେ ଯେ ଆମର ଗ୍ରାହକମାନେ ସେମାନଙ୍କ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନୁଯାୟୀ ଉଚ୍ଚ-ଗୁଣବତ୍ତା କଷ୍ଟମ୍ ପ୍ଲାଷ୍ଟିକ୍ ଅଂଶ ପାଆନ୍ତି।
-
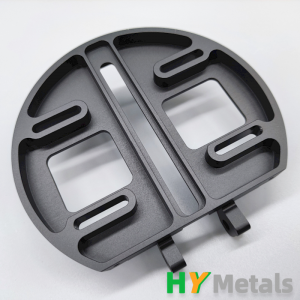
କଷ୍ଟମ୍ CNC ମେସିନିଂ ଆଲୁମିନିୟମ୍ ଅଂଶ ପାଇଁ OEM ଉଚ୍ଚ ସଠିକତା CNC ମେସିନିଂ ସେବା
କଷ୍ଟମ୍ CNC ମେସିନିଂ ଆଲୁମିନିୟମ୍ ଅଂଶ ପାଇଁ OEM ଉଚ୍ଚ ସଠିକତା CNC ମେସିନିଂ ସେବା
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ150mm*20mm
ସାମଗ୍ରୀ: AL6061-T6
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ମେସିନିଂ, CNC ମିଲିଂ
ସମାପ୍ତ: ବାଲିଆବ୍ଲାଷ୍ଟ+ କଳା ଆନୋଡାଇଜ୍ଡ
-
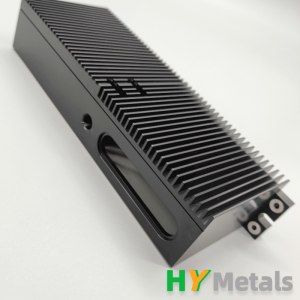
କଷ୍ଟମ୍ CNC ମେସିନିଂ ହିଟସିଙ୍କ୍ ପ୍ରୋଟୋଟାଇପ୍ ଆଲୁମିନିୟମ ରେଡିଏଟର ପାର୍ଟସ୍
କଷ୍ଟମ୍ CNC ମେସିନିଂ ହିଟସିଙ୍କ୍ ପ୍ରୋଟୋଟାଇପ୍ ଆଲୁମିନିୟମ ରେଡିଏଟର ପାର୍ଟସ୍
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ220mm*80mm*50mm
ସାମଗ୍ରୀ: AL6061-T6
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ମେସିନିଂ, CNC ମିଲିଂ
-
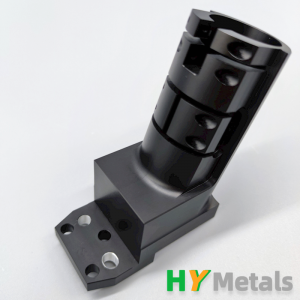
ଉଚ୍ଚ ସଠିକତା OEM CNC ମେସିନ୍ କ୍ୟାମେରା ଉପାଦାନ କ୍ୟାମେରା ପ୍ରୋଟୋଟାଇପ୍ ଅଂଶ
ଉଚ୍ଚ ସଠିକତା OEM CNC ମେସିନ୍ କ୍ୟାମେରା ଉପାଦାନ କ୍ୟାମେରା ପ୍ରୋଟୋଟାଇପ୍ ଅଂଶ
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ180mm*60mm
ସାମଗ୍ରୀ: AL6061-T6
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ମେସିନିଂ, CNC ମିଲିଂ
-
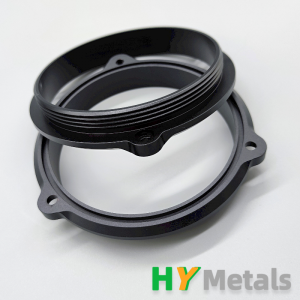
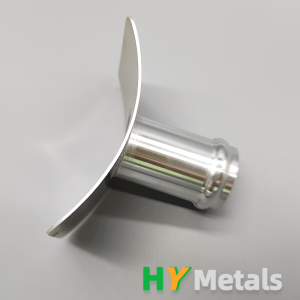
କ୍ୟାମେରା ପ୍ରୋଟୋଟାଇପ୍ ପାଇଁ ବାଲୁକାକୃତି ଏବଂ କଳା ଆନୋଡାଇଜ୍ ସହିତ ଉଚ୍ଚ ସଠିକତା CNC ଆଲୁମିନିୟମ୍ ଅଂଶ ପାଲଟିଛି
HY ମେଟାଲ୍ସ ଦ୍ୱାରା ନିର୍ମିତ କ୍ୟାମେରା ଗୋଲ ଫ୍ଲାଙ୍ଗଗୁଡ଼ିକ ବାଲୁକାକୃତି ଏବଂ କଳା ଆନୋଡାଇଜ୍ଡ ଆଲୁମିନିୟମରେ ତିଆରି।
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ150mm*20mm
ସାମଗ୍ରୀ: AL6061-T651
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ଟର୍ନିଂ, CNC ମିଲିଂ
-
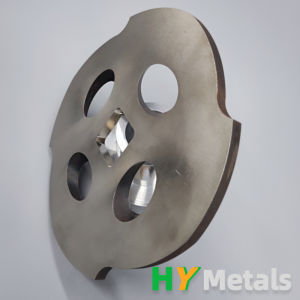
୧୭-୭ PH ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲର CNC ମେସିନିଂ: ସର୍ବୋତ୍ତମ ପ୍ରିସିସନ୍ ୱାୟାର EDM
୧୭-୭ PH ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲର CNC ମେସିନିଂ: ସର୍ବୋତ୍ତମ ପ୍ରିସିସନ୍ ୱାୟାର EDM
କଷ୍ଟୋମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ200mm
ସାମଗ୍ରୀ: ୧୭-୭PH
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ମିଲିଂ, ତାର EDM କଟିଂ
-
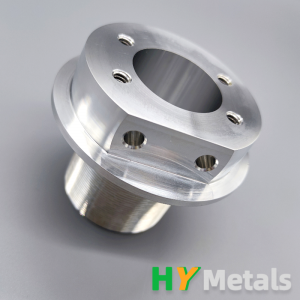
ମେସିନ୍ ହୋଇଥିବା ବାହ୍ୟ ସୂତ୍ର ସହିତ ଉଚ୍ଚ ସଠିକତା CNC ଟର୍ଣ୍ଣିଂ ପାର୍ଟସ୍
ମେସିନ୍ ହୋଇଥିବା ବାହ୍ୟ ସୂତ୍ର ସହିତ ଉଚ୍ଚ ସଠିକତା CNC ଟର୍ଣ୍ଣିଂ ପାର୍ଟସ୍
କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ଆକାର:φ100mm*150mm
ସାମଗ୍ରୀ: AL6061-T6
ସହନଶୀଳତା:+/- 0.01ମିମି
ପ୍ରକ୍ରିୟା: CNC ଟର୍ନିଂ, CNC ମିଲିଂ
-
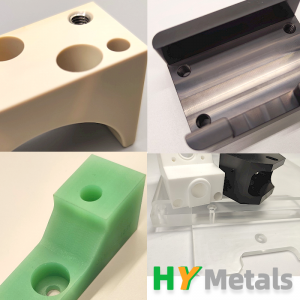
ଉଚ୍ଚ ସଠିକତା ପ୍ଲାଷ୍ଟିକ୍ ଅଂଶ କଷ୍ଟମ୍ ମେସିନ୍ ପ୍ଲାଷ୍ଟିକ୍ ଅଂଶ
ଅଂଶର ନାମ କଷ୍ଟମ୍ CNC ମେସିନିଂ ବ୍ୟବହାର କରି ଉଚ୍ଚ ସଠିକତା ପ୍ଲାଷ୍ଟିକ୍ ଅଂଶ ମେସିନ୍ କରାଯାଉଛି ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ ୧୨୦*୩୦*୩୦ମିମି ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ପିକ୍, ଏଫ୍ଆର୪, ପିଓଏମ୍, ପିସି, ଆକ୍ରିଲିକ୍, ନାଇଲନ୍ ପୃଷ୍ଠ ଫିନିସେସ୍ ମେସିନ୍ ଭାବରେ ପ୍ରୟୋଗ ମହାକାଶ, ଅଟୋମୋଟିଭ୍ ଏବଂ ତୈଳ ଏବଂ ଗ୍ୟାସ୍ ଶିଳ୍ପ ପ୍ରକ୍ରିୟା CNC ମିଲିଂ, CNC ଟର୍ନିଂ, CNC ମେସିନିଂ -

କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲି
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା: କାଟିବା, ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା, ଟ୍ୟାପ୍ କରିବା କିମ୍ବା ରିଭେଟିଂ, ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲି। ସିଟ୍ ଧାତୁ ଆସେମ୍ବଲି ହେଉଛି କଟିବା ଏବଂ ବଙ୍କା କରିବା ପରେ ପ୍ରକ୍ରିୟା, କେତେକ ସମୟରେ ଏହା ଆବରଣ ପ୍ରକ୍ରିୟା ପରେ ହୋଇଥାଏ। ଆମେ ସାଧାରଣତଃ ରିଭେଟିଂ, ୱେଲ୍ଡିଂ, ଫିଟ୍ ପ୍ରେସିଂ ଏବଂ ଟ୍ୟାପିଂ ଦ୍ୱାରା ଅଂଶଗୁଡ଼ିକୁ ଏକତ୍ର କରି ଏକତ୍ରିତ କରୁ। ଟ୍ୟାପ୍ିଂ ଏବଂ ରିଭେଟିଂ ଥ୍ରେଡ୍ ଆସେମ୍ବଲିରେ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭୂମିକା ଗ୍ରହଣ କରୁଛି। ଥ୍ରେଡ୍ ପାଇବା ପାଇଁ 3ଟି ମୁଖ୍ୟ ପଦ୍ଧତି ଅଛି: ଟ୍ୟାପ୍ କରିବା, ରିଭେଟିଂ, କଏଲ ସଂସ୍ଥାପନ କରିବା। 1. ଥ୍ରେଡ୍ ଟ୍ୟାପ୍ କରିବା ଟ୍ୟାପ୍ିଂ ଏକ ପ୍ରକ୍ରିୟା ... -
ଉଚ୍ଚ-ଗୁଣବତ୍ତା ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଉପାଦାନ କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ୱେଲ୍ଡିଂ ଆସେମ୍ବଲି
ଅଂଶର ନାମ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ସିଟ୍ ଧାତୁ ୱେଲ୍ଡିଂ ଉପାଦାନ କଷ୍ଟମ୍ ଆଲୁମିନିୟମ୍ ୱେଲ୍ଡିଂ ଆସେମ୍ବଲି ମାନକ କିମ୍ବା କଷ୍ଟମାଇଜ୍ଡ କଷ୍ଟମାଇଜ୍ କରାଯାଇଛି ଆକାର ଡିଜାଇନ୍ ଚିତ୍ର ଅନୁସାରେ 80*40*80mm ସହନଶୀଳତା +/- ୦.୧ ମିମି ସାମଗ୍ରୀ ଆଲୁମିନିୟମ୍ ଟ୍ୟୁବ୍ ଏବଂ ଆଲୁମିନିୟମ୍ ସିଟ୍ ଧାତୁ ପୃଷ୍ଠ ଫିନିସେସ୍ ସ୍ପଷ୍ଟ କ୍ରୋମେଟ୍, ରାସାୟନିକ ଫିଲ୍ମ ପ୍ରୟୋଗ ଧାତୁ ପତ୍ରର ପ୍ରୋଟୋଟାଇପ୍, ବନ୍ଧନୀ ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ-ବ୍ୟାଣ୍ଡିଂ-ଫର୍ମିଂ ଟବ୍ - ୱେଲ୍ଡିଂ-କ୍ରୋମେଟ୍ -

ସଠିକ୍ ଧାତୁ ସିଟ୍ ବଙ୍କା ଏବଂ ଗଠନ ପ୍ରକ୍ରିୟା
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା: କାଟିବା, ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା, ଟ୍ୟାପ୍ କରିବା କିମ୍ବା ରିଭେଟିଂ କରିବା, ୱେଲ୍ଡିଂ ଏବଂ ଆସେମ୍ବଲିଂ। ବଙ୍କା କରିବା କିମ୍ବା ଗଠନ କରିବା ସିଟ୍ ଧାତୁ ନିର୍ମାଣରେ ସିଟ୍ ଧାତୁ ବଙ୍କା ହେଉଛି ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପ୍ରକ୍ରିୟା। ଏହା ସାମଗ୍ରୀ କୋଣକୁ ଏକ v-ଆକୃତି କିମ୍ବା U-ଆକୃତି, କିମ୍ବା ଅନ୍ୟାନ୍ୟ କୋଣ କିମ୍ବା ଆକୃତିରେ ପରିବର୍ତ୍ତନ କରିବାର ଏକ ପ୍ରକ୍ରିୟା। ବଙ୍କା ପ୍ରକ୍ରିୟା ସମତଳ ଅଂଶଗୁଡ଼ିକୁ କୋଣ, ବ୍ୟାସାର୍ଦ୍ଧ, ଫ୍ଲାଙ୍ଗେସ୍ ସହିତ ଏକ ଗଠିତ ଅଂଶ କରିଥାଏ। ସାଧାରଣତଃ ସିଟ୍ ଧାତୁ ବଙ୍କା 2 ପଦ୍ଧତି ଅନ୍ତର୍ଭୁକ୍ତ କରିଥାଏ: ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଦ୍ୱାରା ବଙ୍କା ଏବଂ ବେନ୍ ଦ୍ୱାରା ବଙ୍କା... -

ଉଚ୍ଚ ସଠିକତା ଧାତୁ ଷ୍ଟାମ୍ପିଂ କାର୍ଯ୍ୟରେ ଷ୍ଟାମ୍ପିଂ, ପଞ୍ଚିଂ ଏବଂ ଡିପ୍-ଡ୍ରଇଂ ଅନ୍ତର୍ଭୁକ୍ତ।
ଧାତୁ ଷ୍ଟାମ୍ପିଂ ହେଉଛି ବହୁଳ ଉତ୍ପାଦନ ପାଇଁ ଷ୍ଟାମ୍ପିଂ ମେସିନ୍ ଏବଂ ଟୁଲିଂ ସହିତ ଏକ ପ୍ରକ୍ରିୟା। ଏହା ଲେଜର କଟିଂ ଏବଂ ବେଣ୍ଡିଙ୍ଗ୍ ମେସିନ୍ ଦ୍ୱାରା ବଙ୍କାଇବା ଅପେକ୍ଷା ଅଧିକ ସଠିକତା, ଅଧିକ ଦ୍ରୁତ, ଅଧିକ ସ୍ଥିର ଏବଂ ଅଧିକ ଶସ୍ତା ୟୁନିଟ୍ ମୂଲ୍ୟ। ନିଶ୍ଚିତ ଭାବରେ ଆପଣଙ୍କୁ ପ୍ରଥମେ ଟୁଲିଂ ଖର୍ଚ୍ଚ ବିଚାର କରିବାକୁ ପଡିବ। ଉପବିଭାଗ ଅନୁସାରେ, ଧାତୁ ଷ୍ଟାମ୍ପିଂକୁ ସାଧାରଣ ଷ୍ଟାମ୍ପିଂ, ଡିପ୍ ଡ୍ରଇଂ ଏବଂ NCT ପଞ୍ଚିଂରେ ବିଭକ୍ତ କରାଯାଇଛି। ଚିତ୍ର 1: HY ଧାତୁ ଷ୍ଟାମ୍ପିଂ କର୍ମଶାଳାର ଗୋଟିଏ କୋଣ ଧାତୁ ଷ୍ଟାମ୍ପିଂରେ ଉଚ୍ଚ ଗତି ଏବଂ ସଠିକତା ... ର ବୈଶିଷ୍ଟ୍ୟ ରହିଛି।
