

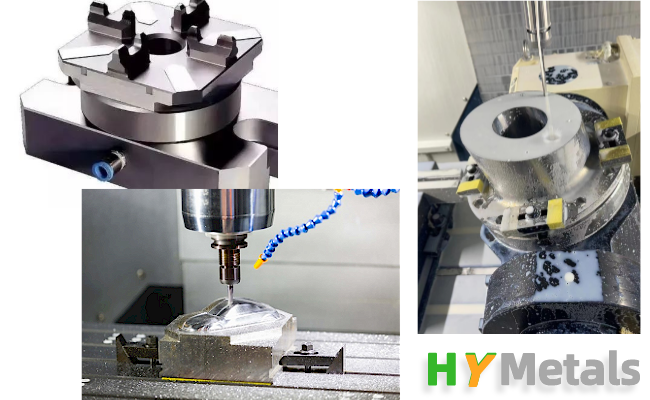
ସିଏନସି ମେସିନିଂଏକ ସଠିକ୍ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଯାହା ଆବଶ୍ୟକ କରେଉଚ୍ଚମାନର ସାଜସଜ୍ଜାମେସିନିଂ କରାଯାଉଥିବା ଅଂଶଗୁଡ଼ିକୁ ସଠିକ୍ ଭାବରେ ସ୍ଥାନିତ କରିବା। ମେସିନିଂ ପ୍ରକ୍ରିୟା ଆବଶ୍ୟକୀୟ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ପୂରଣ କରୁଥିବା ଅଂଶଗୁଡ଼ିକ ଉତ୍ପାଦନ କରେ ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ ଏହି ଫିକ୍ସଚରଗୁଡ଼ିକର ସ୍ଥାପନ ଅତ୍ୟନ୍ତ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ।
ଫିକ୍ସଚର ସଂସ୍ଥାପନର ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଦିଗ ହେଉଛିକ୍ଲାମ୍ପିଂ। କ୍ଲାମ୍ପିଂ ହେଉଛି ମେସିନିଂ ସମୟରେ ଏକ ଅଂଶକୁ ସ୍ଥାନରେ ରଖିବା ପାଇଁ ଏକ ଫିକ୍ସଚରରେ ସୁରକ୍ଷିତ ରଖିବାର ପ୍ରକ୍ରିୟା। ପ୍ରୟୋଗ ହୋଇଥିବା କ୍ଲାମ୍ପିଂ ବଳ ଯଥେଷ୍ଟ ହେବା ଆବଶ୍ୟକମେସିନିଂ ସମୟରେ ଅଂଶଟିକୁ ଗତି କରିବାରୁ ରୋକିଥାଏ, କିନ୍ତୁ ଏତେ ବଡ଼ ନୁହେଁ ଯେ ଏହା ଅଂଶକୁ ବିକୃତ କରିଦିଏ କିମ୍ବା ଫିକ୍ସଚରକୁ କ୍ଷତି ପହଞ୍ଚାଏ।
କ୍ଲାମ୍ପିଂର ଦୁଇଟି ମୁଖ୍ୟ ଉଦ୍ଦେଶ୍ୟ ଅଛି, ଗୋଟିଏ ହେଉଛି ସଠିକ୍ ସ୍ଥିତିକରଣ, ଆଉ ଗୋଟିଏ ହେଉଛି ଉତ୍ପାଦଗୁଡ଼ିକୁ ସୁରକ୍ଷା ଦେବା।
ବ୍ୟବହୃତ କ୍ଲାମ୍ପିଂ ପଦ୍ଧତିର ଗୁଣବତ୍ତା ମେସିନ୍ ହୋଇଥିବା ଅଂଶର ସଠିକତାକୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭାବରେ ପ୍ରଭାବିତ କରିପାରେ।ବିକୃତିକୁ ରୋକିବା ପାଇଁ କ୍ଲାମ୍ପିଂ ବଳ ଅଂଶ ଉପରେ ସମାନ ଭାବରେ ବଣ୍ଟନ କରାଯିବା ଉଚିତ, ଏବଂ ଫିକ୍ସଚରକୁ ଅଂଶ ପାଇଁ ପର୍ଯ୍ୟାପ୍ତ ସମର୍ଥନ ଯୋଗାଇବା ପାଇଁ ଡିଜାଇନ୍ କରାଯିବା ଉଚିତ।
CNC ମେସିନିଂ କାର୍ଯ୍ୟ ପାଇଁ ଅନେକ କ୍ଲାମ୍ପିଂ ପଦ୍ଧତି ଅଛି, ଯେଉଁଥିରେମାନୁଆଲ୍ କ୍ଲାମ୍ପିଂ, ହାଇଡ୍ରୋଲିକ୍ କ୍ଲାମ୍ପିଂ, ଏବଂବାୟୁଗତ କ୍ଲାମ୍ପିଂ। ପ୍ରୟୋଗ ଏବଂ ମେସିନ୍ କରାଯାଉଥିବା ଅଂଶର ପ୍ରକାର ଉପରେ ନିର୍ଭର କରି ପ୍ରତ୍ୟେକ ପଦ୍ଧତିର ଏହାର ସୁବିଧା ଏବଂ ଅସୁବିଧା ଅଛି।
ମାନୁଆଲ୍ କ୍ଲାମ୍ପିଂCNC ମେସିନିଂରେ ବ୍ୟବହୃତ ସବୁଠାରୁ ସରଳ ଏବଂ ସାଧାରଣ କ୍ଲାମ୍ପିଂ ପଦ୍ଧତି। ଏଥିରେ ଏକ ଅଂଶକୁ ଏକ ଫିକ୍ସଚରରେ ସୁରକ୍ଷିତ କରିବା ପାଇଁ ଏକ ଟର୍କ ରେଞ୍ଚ ସହିତ ଏକ ବୋଲ୍ଟ କିମ୍ବା ସ୍କ୍ରୁକୁ କଡ଼ାକଡ଼ି କରାଯାଇଥାଏ। ଏହି ପଦ୍ଧତି ଅଧିକାଂଶ ମେସିନିଂ କାର୍ଯ୍ୟ ପାଇଁ ଉପଯୁକ୍ତ, କିନ୍ତୁ ଜଟିଳ ଆକୃତି କିମ୍ବା ସୂକ୍ଷ୍ମ ସାମଗ୍ରୀରେ ତିଆରି ଅଂଶ ପାଇଁ ଉପଯୁକ୍ତ ନ ହୋଇପାରେ।
ହାଇଡ୍ରୋଲିକ୍ କ୍ଲାମ୍ପିଂଏହା ଏକ ଅଧିକ ଉନ୍ନତ କ୍ଲାମ୍ପିଂ ପଦ୍ଧତି ଯାହା କ୍ଲାମ୍ପିଂ ବଳ ସୃଷ୍ଟି କରିବା ପାଇଁ ଉଚ୍ଚ ଚାପ ତରଳ ବ୍ୟବହାର କରେ। ଏହି ପଦ୍ଧତି ଏପରି କାର୍ଯ୍ୟ ପାଇଁ ଉପଯୁକ୍ତ ଯେଉଁଗୁଡ଼ିକରେ ଉଚ୍ଚ କ୍ଲାମ୍ପିଂ ବଳ ଆବଶ୍ୟକ ହୁଏ କିମ୍ବା କ୍ଲାମ୍ପିଂ ବଳର ସଠିକ ନିୟନ୍ତ୍ରଣ ଆବଶ୍ୟକ ହୁଏ।
ନ୍ୟୁମେଟିକ୍ କ୍ଲାମ୍ପିଂଏହା ହାଇଡ୍ରୋଲିକ୍ କ୍ଲାମ୍ପିଂ ସହିତ ସମାନ, କିନ୍ତୁ ତରଳ ପଦାର୍ଥ ବଦଳରେ, ଏହା କ୍ଲାମ୍ପିଂ ବଳ ସୃଷ୍ଟି କରିବା ପାଇଁ ସଙ୍କୁଚିତ ବାୟୁ ବ୍ୟବହାର କରେ। ଏହି ପଦ୍ଧତିଟି ପ୍ରାୟତଃ ଛୋଟ ଅଂଶ କିମ୍ବା ଶୀଘ୍ର ପରିବର୍ତ୍ତନ ଆବଶ୍ୟକ ହେଉଥିବା ସ୍ଥାନରେ ବ୍ୟବହୃତ ହୁଏ।
ବ୍ୟବହୃତ କ୍ଲାମ୍ପିଂ ପଦ୍ଧତି ସତ୍ତ୍ୱେ,ଫିକ୍ସଚରରେ ଅଂଶକୁ ସଠିକ୍ ଭାବରେ ଲୋଡିଂ କରିବା ମଧ୍ୟ ଜରୁରୀସଠିକତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ। ଅଂଶଗୁଡ଼ିକୁ ଫିକ୍ସଚରରେ ଏପରି ଭାବରେ ସ୍ଥାନିତ କରାଯିବା ଉଚିତ ଯେ ସେଗୁଡ଼ିକ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ସପୋର୍ଟ ହୋଇପାରିବେ ଏବଂ ସ୍ଥାନରେ କ୍ଲାମ୍ପ ହୋଇପାରିବେ।ମେସିନିଂ ସମୟରେ ଅଂଶର କୌଣସି ପରିବର୍ତ୍ତନ କିମ୍ବା ପରିବର୍ତ୍ତନ ଭୁଲ କଟା ଏବଂ ପରିମାଣ ସୃଷ୍ଟି କରିପାରେ।
ସର୍ବୋତ୍ତମ କ୍ଲାମ୍ପିଂ ଏବଂ ଲୋଡିଂ ପଦ୍ଧତି ନିର୍ଣ୍ଣୟ କରିବାରେ ଏକ ପ୍ରମୁଖ କାରଣ ହେଉଛି ମେସିନ୍ କରାଯାଉଥିବା ଅଂଶର ଆବଶ୍ୟକୀୟ ସହନଶୀଳତା। ସହନଶୀଳତା ହେଉଛି ଏକ ଅଂଶର ଆକାର, ଆକୃତି କିମ୍ବା ଅନ୍ୟାନ୍ୟ ପରିମାଣରେ ଅନୁମତିପ୍ରାପ୍ତ ବିଚ୍ୟୁତି।ସହନଶୀଳତା ଯେତେ କଠୋର ହେବ, ଫିକ୍ସଚର୍ ଡିଜାଇନ୍, କ୍ଲାମ୍ପିଂ ଏବଂ ପାର୍ଟସ୍ ପୋଜିସନିଂରେ ସେତେ ଅଧିକ ସତର୍କତା ଅବଲମ୍ବନ କରିବାକୁ ପଡିବ।
ସଂକ୍ଷେପରେ, CNC ମେସିନ୍ ହୋଇଥିବା ଅଂଶଗୁଡ଼ିକର ସଠିକତା ଉପରେ କ୍ଲାମ୍ପିଂର ପ୍ରଭାବକୁ ଅତ୍ୟଧିକ ଗୁରୁତ୍ୱ ଦିଆଯାଇପାରିବ ନାହିଁ।ଆବଶ୍ୟକୀୟ ସହନଶୀଳତା ହାସଲ କରିବା ଏବଂ ଉଚ୍ଚମାନର ଅଂଶ ଉତ୍ପାଦନ କରିବା ପାଇଁ ଉପଯୁକ୍ତ କ୍ଲାମ୍ପିଂ ଏବଂ ଲୋଡିଂ ଆବଶ୍ୟକ।। କ୍ଲାମ୍ପିଂ ପଦ୍ଧତିର ବାଛିବା ପ୍ରୟୋଗର ନିର୍ଦ୍ଦିଷ୍ଟତା ଏବଂ ମେସିନ୍ କରାଯାଉଥିବା ଅଂଶର ପ୍ରକାର ଉପରେ ନିର୍ଭର କରେ। ତେଣୁ, ଡିଜାଇନର୍ ଏବଂ ନିର୍ମାତାମାନଙ୍କୁ ପ୍ରତ୍ୟେକ ମେସିନ୍ କାର୍ଯ୍ୟର ଆବଶ୍ୟକତାକୁ ସାବଧାନତାର ସହିତ ବୁଝିବାକୁ ପଡିବ ଏବଂ ଚୂଡ଼ାନ୍ତ ଉତ୍ପାଦ ଆବଶ୍ୟକ ଗୁଣବତ୍ତା ଏବଂ ସଠିକ୍ ମାନଦଣ୍ଡ ପୂରଣ କରୁଛି ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ ଉପଯୁକ୍ତ କ୍ଲାମ୍ପିଂ ଏବଂ ଲୋଡିଂ କୌଶଳ ଚୟନ କରିବାକୁ ପଡିବ।
ପୋଷ୍ଟ ସମୟ: ମାର୍ଚ୍ଚ-୨୯-୨୦୨୩