

ଉଚ୍ଚ ସଠିକତା ଧାତୁ ଷ୍ଟାମ୍ପିଂ କାର୍ଯ୍ୟରେ ଷ୍ଟାମ୍ପିଂ, ପଞ୍ଚିଂ ଏବଂ ଡିପ୍-ଡ୍ରଇଂ ଅନ୍ତର୍ଭୁକ୍ତ।


ଧାତୁ ଷ୍ଟାମ୍ପିଂ ହେଉଛି ବହୁଳ ଉତ୍ପାଦନ ପାଇଁ ଷ୍ଟାମ୍ପିଂ ମେସିନ୍ ଏବଂ ଟୁଲିଂ ସହିତ ଏକ ପ୍ରକ୍ରିୟା। ଏହା ଲେଜର କଟିଂ ଏବଂ ବଙ୍କାଇବା ମେସିନ୍ ଦ୍ୱାରା ବଙ୍କାଇବା ଅପେକ୍ଷା ଅଧିକ ସଠିକତା, ଅଧିକ ଦ୍ରୁତ, ଅଧିକ ସ୍ଥିର ଏବଂ ଅଧିକ ଶସ୍ତା ୟୁନିଟ୍ ମୂଲ୍ୟ। ନିଶ୍ଚିତ ଭାବରେ ଆପଣଙ୍କୁ ପ୍ରଥମେ ଟୁଲିଂ ଖର୍ଚ୍ଚ ବିଚାର କରିବାକୁ ପଡିବ।
ଉପବିଭାଗ ଅନୁସାରେ, ଧାତୁ ଷ୍ଟାମ୍ପିଂକୁ ସାଧାରଣରେ ବିଭକ୍ତ କରାଯାଇଛିଷ୍ଟାମ୍ପିଂ,ଡିପ୍ ଡ୍ରଇଂଏବଂNCT ପଞ୍ଚିଂ.

ଚିତ୍ର୧: HY ମେଟାଲ୍ସ ଷ୍ଟାମ୍ପିଂ କର୍ମଶାଳାର ଗୋଟିଏ କୋଣ
ଧାତୁ ଷ୍ଟାମ୍ପିଂରେ ଉଚ୍ଚ ଗତି ଏବଂ ସଠିକତାର ବୈଶିଷ୍ଟ୍ୟ ରହିଛି। ଷ୍ଟାମ୍ପିଂ କଟିଂ ସହନଶୀଳତା ±0.05mm କିମ୍ବା ତା'ଠାରୁ ଅଧିକ ପର୍ଯ୍ୟନ୍ତ ପହଞ୍ଚିପାରେ, ଷ୍ଟାମ୍ପିଂ ବଙ୍କିବା ସହନଶୀଳତା ±0.1mm କିମ୍ବା ତା'ଠାରୁ ଅଧିକ ହୋଇପାରେ।
ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଡିଜାଇନ୍
ଯେତେବେଳେ ବ୍ୟାଚ୍ ପରିମାଣ 5000pcs ରୁ ଅଧିକ ହୁଏ, କିମ୍ବା ଯେତେବେଳେ ଏହା ଲେଜର କଟିଂ ଏବଂ ବେଣ୍ଡିଂ ମେସିନ୍ ଦ୍ୱାରା ପ୍ରସ୍ତୁତ ମହଙ୍ଗା ହୁଏ, ସେତେବେଳେ ଅଂଶଗୁଡ଼ିକ ତିଆରି କରିବା ପାଇଁ ଆପଣଙ୍କୁ ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଆବଶ୍ୟକ ହେବ।
HY Metals ଇଞ୍ଜିନିୟର ଦଳ ଆପଣଙ୍କ ଧାତୁ ଅଂଶର ବିଶ୍ଳେଷଣ କରିବେ ଏବଂ ଆପଣଙ୍କ ଉତ୍ପାଦ ଚିତ୍ର ଏବଂ ଆପଣଙ୍କ ଖର୍ଚ୍ଚ ବଜେଟ୍ ଅନୁସାରେ ଏକ ସର୍ବୋତ୍ତମ ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଡିଜାଇନ୍ କରିବେ।

ଚିତ୍ର୨: ମୋଲ୍ଡ ଡିଜାଇନ୍ ପାଇଁ ଆମର ଏକ ଦୃଢ଼ ଇଞ୍ଜିନିୟର ସମର୍ଥନ ଅଛି।
ଏହା ଏକ ପ୍ରୋଗ୍ରେସିଭ୍-ଡାଇ କିମ୍ବା ଏକକ ପଞ୍ଚ ଡାଇର ଏକ ଶୃଙ୍ଖଳା ହୋଇପାରେ ଯାହା ଗଠନ, ପରିମାଣ, ଲିଡ୍ ସମୟ ଏବଂ ଆପଣ ଚାହୁଁଥିବା ମୂଲ୍ୟ ଉପରେ ନିର୍ଭର କରେ।
ପ୍ରୋଗ୍ରେସିଭ୍-ଡାଇ ହେଉଛି ଏକ ନିରନ୍ତର ଷ୍ଟାମ୍ପିଂ ଛାଞ୍ଚ ଯାହା ଏକ ସମୟରେ ସମସ୍ତ କିମ୍ବା ଅନେକ ପ୍ରକ୍ରିୟା ସମାପ୍ତ କରିପାରିବ। ଏକ ସମାପ୍ତ ଅଂଶ ପାଇବା ପାଇଁ ଆପଣଙ୍କୁ କେବଳ 1 ସେଟ୍ ପ୍ରୋଗ୍ରେସିଭ୍ ଡାଇ ଆବଶ୍ୟକ ହୋଇପାରେ।
ଚିତ୍ର ୩: ଏହା ସରଳ ପ୍ରଗତିଶୀଳ ଡାଇ, ଥରେ କାଟିବା ଏବଂ ବଙ୍କା କରିବାର ଏକ ଉଦାହରଣ।
ସିଙ୍ଗଲ୍ ପଞ୍ଚ ଡାଏ ହେଉଛି ଏକ ପର୍ଯ୍ୟାୟକ୍ରମେ ଷ୍ଟାମ୍ପିଂ ପ୍ରକ୍ରିୟା। ଏଥିରେ ଷ୍ଟାମ୍ପିଂ କଟିଂ ଟୁଲିଂ ଏବଂ ଅନେକ ଷ୍ଟାମ୍ପିଂ ବେଣ୍ଡିଂ ଟୁଲିଂ ରହିପାରେ।
ସିଙ୍ଗଲ୍ ପଞ୍ଚ୍ ଟୁଲିଂଗୁଡ଼ିକୁ ମେସିନ୍ କରିବା ସହଜ ଏବଂ ପ୍ରଗତିଶୀଳ ଟୁଲିଂ ଅପେକ୍ଷା ସାଧାରଣତଃ ଶସ୍ତା। କିନ୍ତୁ ଏହା ବହୁଳ ଉତ୍ପାଦନ ପାଇଁ ଧୀର ଏବଂ ଷ୍ଟାମ୍ପ ହୋଇଥିବା ଅଂଶଗୁଡ଼ିକର ୟୁନିଟ୍ ମୂଲ୍ୟ ଅଧିକ ହେବ।
ଷ୍ଟାମ୍ପିଂ କଟିଂ
ସାଧାରଣତଃ ଗାତ କିମ୍ବା ଆକୃତି କାଟିବା ପାଇଁ ଷ୍ଟାମ୍ପିଂ କଟିଙ୍ଗ ପ୍ରଥମ ପଦକ୍ଷେପ।
ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଦ୍ୱାରା କଟିଂ ଲେଜର କଟିଂ ଅପେକ୍ଷା ବହୁତ ଦ୍ରୁତ ଏବଂ ଶସ୍ତା।
ଷ୍ଟାମ୍ପିଂ ଫର୍ମିଂ
କିଛି ଧାତୁ ପତ୍ର ଅଂଶ ପାଇଁ କିଛି ଅବତଳ ଏବଂ ଉତ୍ତଳ ଗଠନ କିମ୍ବା ପଞ୍ଜରା ପାଇଁ, ସେଗୁଡ଼ିକୁ ଗଠନ କରିବା ପାଇଁ ଆମକୁ ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଆବଶ୍ୟକ ହେବ।
ଷ୍ଟାମ୍ପିଂ ବଙ୍କିବା
ମୋଡ଼ିବା ମୋଡ଼ିବା ମଧ୍ୟ ବଙ୍କାଇବା ମେସିନ୍ ଅପେକ୍ଷା ଶସ୍ତା ଏବଂ ଦ୍ରୁତ। କିନ୍ତୁ ଏହା କେବଳ ଜଟିଳ ଗଠନ ଏବଂ 300mm*300mm ଭଳି ଛୋଟ ଆକାରର ଅଂଶ ପାଇଁ ଉପଯୁକ୍ତ। କାରଣ ଯେତେବେଳେ ବଙ୍କାଇବା ଆକାର ବଡ଼ ହେବ, ସେତେବେଳେ ଟୁଲିଂ ଖର୍ଚ୍ଚ ଅଧିକ ହେବ।
ତେଣୁ କେତେକ ସମୟରେ କିଛି ବଡ଼ ଆକାର ଏବଂ ଅଧିକ ପରିମାଣର ଅଂଶ ପାଇଁ, ଆମେ କେବଳ ଏକ ଷ୍ଟାମ୍ପିଂ କଟିଂ ଟୁଲିଂ ଡିଜାଇନ୍ କରୁ, କୌଣସି ବଙ୍କିବା ଟୁଲିଂ ନାହିଁ। ଆମେ କେବଳ ବଙ୍କାଇବା ମେସିନ୍ ସାହାଯ୍ୟରେ ଅଂଶଗୁଡ଼ିକୁ ବଙ୍କା କରିବୁ।
ଆମ ପାଖରେ 5 ଜଣ ବୃତ୍ତିଗତ ଟୁଲିଂ ଡିଜାଇନ୍ ଇଞ୍ଜିନିୟର ଅଛନ୍ତି ଯେଉଁମାନେ ଆପଣଙ୍କର ଧାତୁ ଷ୍ଟାମ୍ପିଂ ଅଂଶ ପାଇଁ ସର୍ବୋତ୍ତମ ସମାଧାନ ଦେବେ।


ଚିତ୍ର ୪: HY ମେଟାଲ୍ସ ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଗୋଦାମ
ଧାତୁ ଷ୍ଟାମ୍ପିଂ ପାଇଁ ଆମ ପାଖରେ 10T ରୁ 1200T ପର୍ଯ୍ୟନ୍ତ 20 ରୁ ଅଧିକ ସେଟ୍ ଷ୍ଟାମ୍ପିଂ ଏବଂ ପଞ୍ଚିଂ ମେସିନ୍ ଅଛି। ଆମେ ଘରେ ଶହ ଶହ ଷ୍ଟାମ୍ପିଂ ମୋଲ୍ଡ ତିଆରି କରିଛୁ, ଏବଂ ପ୍ରତିବର୍ଷ ସାରା ବିଶ୍ୱର ଗ୍ରାହକମାନଙ୍କ ପାଇଁ ଲକ୍ଷ ଲକ୍ଷ ସଠିକ୍ ଧାତୁ ଅଂଶ ଷ୍ଟାମ୍ପ କରିଛୁ।
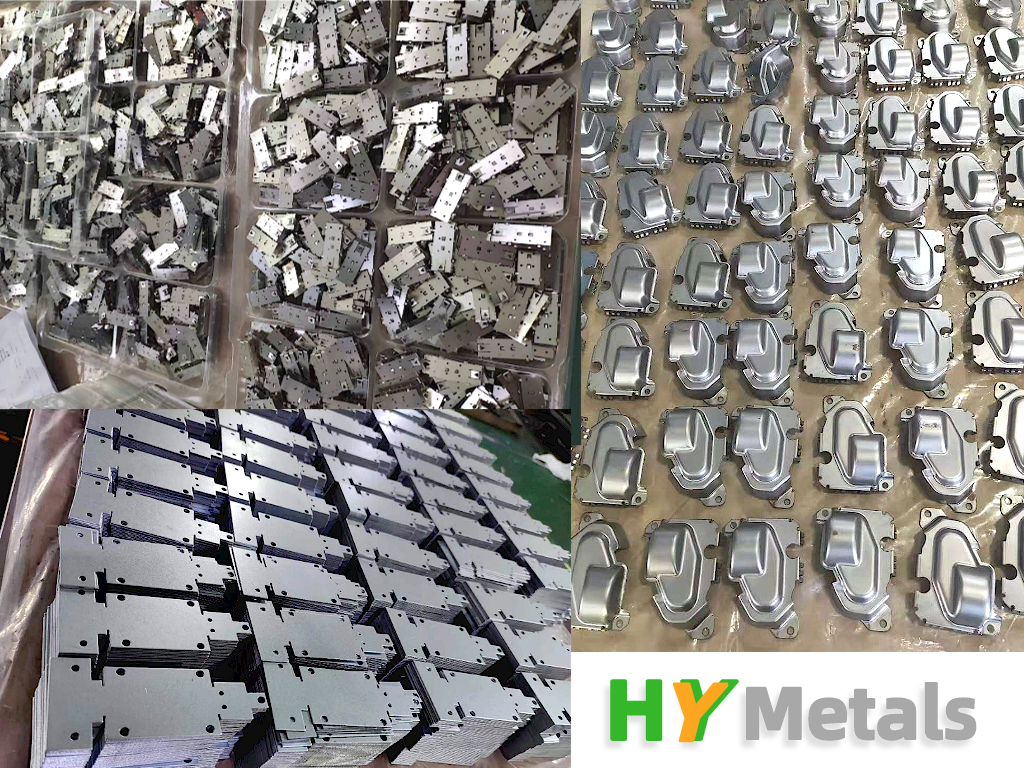
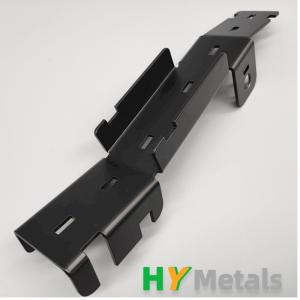
ଚିତ୍ର୫: HY ଧାତୁ ଦ୍ୱାରା କିଛି ଷ୍ଟାମ୍ପ ହୋଇଥିବା ଅଂଶ
ଡିପ୍ ଡ୍ରଇଂ
ଗଭୀର ଏବଂ ଅବତଳ ଆକୃତିର ଗଠନ ପାଇଁ ଡିପ୍ ଡ୍ରଇଂ ହେଉଛି ଏକ ପ୍ରକାରର ଷ୍ଟାମ୍ପିଂ। ରୋଷେଇ ଘରେ ଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଙ୍କ୍ ପୁଲ୍ ଏବଂ ପାତ୍ରଗୁଡ଼ିକ ହେଉଛି କିଛି ଡିପ୍-ଡ୍ରଇଂ ଅଂଶ ଯାହାକୁ ଆମେ ଦେଖିପାରୁଛୁ।
ଆମେ ଗଭୀର ଚିତ୍ର ଦ୍ୱାରା ଅନେକ ସଠିକ ଶିଳ୍ପ ଅଂଶ ତିଆରି କରୁ।

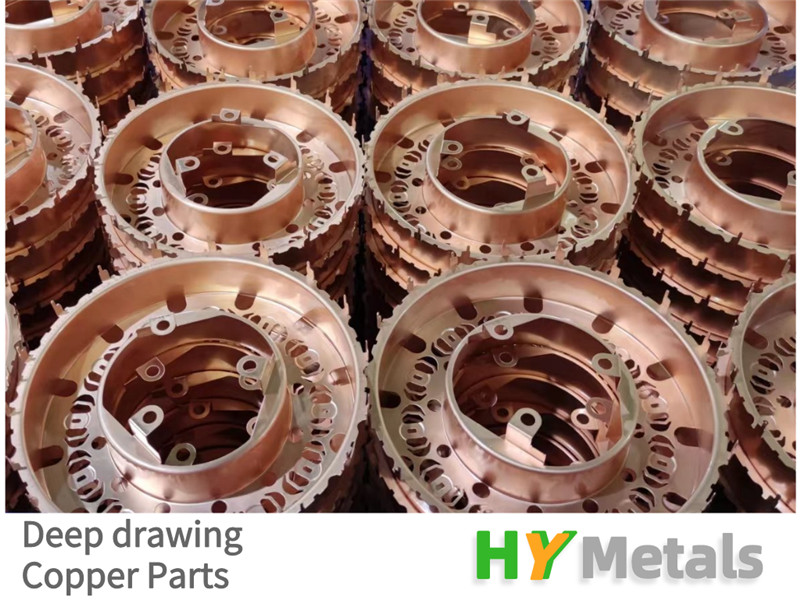
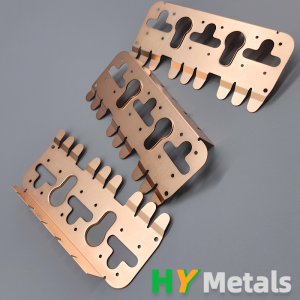
ଚିତ୍ର୬: ତମ୍ବା ଅଂଶଗୁଡ଼ିକର ଗଭୀର ଚିତ୍ର ଏବଂ ଷ୍ଟାମ୍ପିଂ
ଏହା ଏକ ତମ୍ବା ଡିପ୍-ଡ୍ରଇଂ ଏବଂ ଷ୍ଟାମ୍ପିଂ ଅଂଶ।
ଏହି ଅଂଶ ପାଇଁ ଆମେ ମୋଟ 7 ସେଟ୍ ସିଙ୍ଗଲ୍ ପଞ୍ଚ୍ ଟୁଲିଂ ଡିଜାଇନ୍ କରିଛୁ, ଯେଉଁଥିରେ ଫର୍ମିଂ ପାଇଁ 3 ସେଟ୍ ଡିପ୍ ଡ୍ରଇଂ ଟୁଲିଂ ଏବଂ କଟିଂ ଏବଂ ବଙ୍କାଇବା ପାଇଁ 4ଟି ଷ୍ଟାମ୍ପିଂ ଟୁଲିଂ ଅନ୍ତର୍ଭୁକ୍ତ।
NCT ପଞ୍ଚିଂ

NCT ପଞ୍ଚ ହେଉଛି ନ୍ୟୁମେରିକାଲ୍ କଣ୍ଟ୍ରୋଲ୍ ଟ୍ୟୁରେଟ୍ ପଞ୍ଚ ପ୍ରେସ୍ ପାଇଁ ସଂକ୍ଷିପ୍ତ, ଯାହାକୁ ସର୍ଭୋ ପଞ୍ଚ୍ ମଧ୍ୟ କୁହାଯାଏ, ଯାହା ଶିଳ୍ପ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ ସହିତ ଏକ ସ୍ୱୟଂଚାଳିତ ମେସିନ୍ ସହିତ ଚାଲୁଛି।
NCT ପଞ୍ଚ ମଧ୍ୟ ଏକ ପ୍ରକାରର ଥଣ୍ଡା ଷ୍ଟାମ୍ପିଂ ପ୍ରକ୍ରିୟା। ଏହା ସାଧାରଣତଃ କିଛି ମେସ୍ ଗାତ କିମ୍ବା କିଛି OB ଗାତ କାଟିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
ବହୁତ ଗାତ ଥିବା ସିଟ୍ ଧାତୁ ଅଂଶ ପାଇଁ, NCT ପଞ୍ଚିଂ ଲେଜର କଟିଙ୍ଗ ଅପେକ୍ଷା ଶସ୍ତା ମୂଲ୍ୟ ଏବଂ ଦ୍ରୁତ ଗତି ସହିତ ଏକ ଭଲ ବିକଳ୍ପ ହେବ।
ଏବଂ ଆମେ ଜାଣୁ ଯେ ଲେଜର କଟିଙ୍ଗ ଉତ୍ତାପ ଦ୍ୱାରା କିଛି ବିକୃତି ଆଣିବ।
NCT ପଞ୍ଚ୍ ଏକ ଥଣ୍ଡା ପ୍ରକ୍ରିୟା ଯାହା କୌଣସି ଉତ୍ତାପ ବିକୃତିକୁ ନେତୃତ୍ୱ ନେବ ନାହିଁ ଏବଂ ସିଟ୍ ଧାତୁ ପ୍ଲେଟକୁ ଏକ ଉତ୍ତମ ସମତଳ ଭାବରେ ରଖିବ।
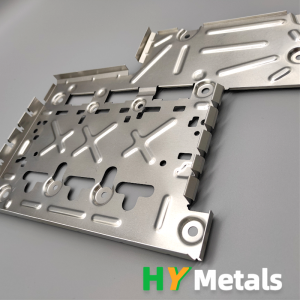
ଚିତ୍ର୭: HY ମେଟାଲ୍ସ ଦ୍ୱାରା କିଛି NCT ପଞ୍ଚଡ୍ ଉତ୍ପାଦ।
-
ସିଟ୍ ମେଟାଲ୍ ପ୍ର... ପାଇଁ କଷ୍ଟମ୍ ଉତ୍ପାଦନ ସେବା
-

ଉଚ୍ଚ ସଠିକତା ଧାତୁ ଷ୍ଟାମ୍ପିଂ କାର୍ଯ୍ୟରେ ଷ୍ଟାମ୍ ... ଅନ୍ତର୍ଭୁକ୍ତ।
-
ଉଚ୍ଚ ସଠିକତା ଧାତୁ ପତ୍ର ଅଂଶ ତମ୍ବା ସମ୍ପର୍କ...
-

ସଠିକ୍ ଧାତୁ ସିଟ୍ ବଙ୍କା ଏବଂ ଗଠନ ପ୍ରକ୍ରିୟା
-

ଗାଲଭାନିଆନ୍ ଷ୍ଟିଲ୍ ରେ ତିଆରି ସିଟ୍ ଧାତୁ ଅଂଶ &#...
-

ଛୋଟ ପରିବର୍ତ୍ତନ ସହିତ ସିଟ୍ ଧାତୁ ପ୍ରୋଟୋଟାଇପ୍
-
କଳା ସହିତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ ...