
-
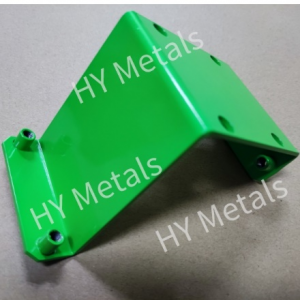
ପାଉଡର ଆବରଣ ଶେଷ ସହିତ କଷ୍ଟୋମାଇଜ୍ ହୋଇଥିବା L ଆକୃତିର ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ |
ପାର୍ଟ ନାମ କଷ୍ଟୋମାଇଜଡ୍ L ଆକୃତିର ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ ସହିତ ପାଉଡର ଆବରଣ ଫିନିଶ୍ ଷ୍ଟାଣ୍ଡାର୍ଡ କିମ୍ବା କଷ୍ଟୋମାଇଜଡ୍ କଷ୍ଟୋମାଇଜଡ୍ ସାଇଜ୍ 120 * 120 * 75 ମିମି ସହନଶୀଳତା +/- 0.2 ମିମି ସାମଗ୍ରୀ ମୃଦୁ ଷ୍ଟିଲ୍ ସର୍ଫେସ୍ ପାଉଡର୍ ଆବୃତ ସାଟିନ୍ ଗ୍ରୀନ୍ ପ୍ରୟୋଗ ରୋବୋଟିକ୍ ପ୍ରକ୍ରିୟା ଶୀଟ୍ ଧାତୁ ତିଆରି, ଲେଜର କଟିଙ୍ଗ, ଧାତୁ ବଙ୍କା | , RYting HY ଧାତୁକୁ ସ୍ Welcome ାଗତ, ଆପଣଙ୍କର ସମସ୍ତ ସିଟ୍ ଧାତୁ ତିଆରି ଆବଶ୍ୟକତା ପାଇଁ ଗୋଟିଏ ଷ୍ଟପ୍ ସମାଧାନ |ଆମ ଦଳ c ରୁ କଷ୍ଟମ୍ L- ଆକୃତିର ସିଟ୍ ଧାତୁ ବ୍ରାକେଟ୍ ମଧ୍ୟରୁ ଗୋଟିଏ ଉପସ୍ଥାପନ କରିବାକୁ ଗର୍ବିତ | -

ଉଚ୍ଚ ସଠିକତା ଧାତୁ ଷ୍ଟାମ୍ପିଂ କାର୍ଯ୍ୟରେ ଷ୍ଟାମ୍ପିଂ, ପଞ୍ଚିଂ ଏବଂ ଡିପ୍-ଡ୍ରଇଂ ଅନ୍ତର୍ଭୁକ୍ତ |
ଧାତୁ ଷ୍ଟାମ୍ପିଂ ହେଉଛି ଷ୍ଟାମ୍ପିଂ ମେସିନ୍ ଏବଂ ବହୁ ଉତ୍ପାଦନ ପାଇଁ ଉପକରଣ ସହିତ ଏକ ପ୍ରକ୍ରିୟା |ଏହା ଅଧିକ ସଠିକତା, ଅଧିକ ତୀବ୍ର, ଅଧିକ ସ୍ଥିର ଏବଂ ଅଧିକ ଶସ୍ତା ୟୁନିଟ୍ ମୂଲ୍ୟ ଲେଜର କାଟିବା ଏବଂ ବଙ୍କା ଯନ୍ତ୍ର ଦ୍ୱାରା ନଇଁବା ଅପେକ୍ଷା ଅଧିକ ଶସ୍ତା |ଅବଶ୍ୟ ତୁମେ ପ୍ରଥମେ ଟୁଲିଂ ମୂଲ୍ୟକୁ ବିଚାର କରିବା ଆବଶ୍ୟକ |ସବଡିଭିଜନ୍ ଅନୁଯାୟୀ ମେଟାଲ୍ ଷ୍ଟାମ୍ପିଂକୁ ସାଧାରଣ ଷ୍ଟାମ୍ପିଂ, ଡିପ୍ ଚିତ୍ରାଙ୍କନ ଏବଂ ଏନସିଟି ପିଚ୍ ରେ ବିଭକ୍ତ କରାଯାଇଛି |ଚିତ୍ର 1: HY ମେଟାଲ୍ ଷ୍ଟାମ୍ପ୍ କର୍ମଶାଳାର ଗୋଟିଏ କୋଣରେ ମେଟାଲ୍ ଷ୍ଟାମ୍ପିଂରେ ଉଚ୍ଚ ଗତି ଏବଂ ନିର୍ଦ୍ଦିଷ୍ଟତା ... -

ଲେଜର କଟିଙ୍ଗ, କେମିକାଲ୍ ଇଚିଂ ଏବଂ ୱାଟର ଜେଟ୍ ସହିତ ସଠିକ୍ ଧାତୁ କାଟିବା ପ୍ରକ୍ରିୟା |
ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ପ୍ରକ୍ରିୟା: କାଟିବା, ନଇଁବା କିମ୍ବା ଗଠନ, ଟ୍ୟାପ୍ କିମ୍ବା ରିଭାଇଟିଂ, ୱେଲଡିଂ ଏବଂ ଆସେମ୍ବଲି |ସିଟ୍ ଧାତୁ ସାମଗ୍ରୀ ସାଧାରଣତ 12 1220 * 2440 ମିମି ଆକାର ବିଶିଷ୍ଟ କିଛି ଧାତୁ ପ୍ଲେଟ୍, କିମ୍ବା ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରସ୍ଥ ସହିତ ଧାତୁ ରୋଲ୍ |ତେଣୁ ବିଭିନ୍ନ କଷ୍ଟମ୍ ଧାତୁ ଅଂଶ ଅନୁଯାୟୀ, ପ୍ରଥମ ପଦକ୍ଷେପଟି ସାମଗ୍ରୀକୁ ଉପଯୁକ୍ତ ଆକାରରେ କାଟିବ କିମ୍ବା ଫ୍ଲାଟ ପ୍ୟାଟର୍ ଅନୁଯାୟୀ ପୁରା ପ୍ଲେଟ୍ କାଟିବ |ସିଟ୍ ଧାତୁ ଅଂଶ ପାଇଁ 4 ଟି ମୁଖ୍ୟ ପ୍ରକାରର କଟିଙ୍ଗ ପଦ୍ଧତି ଅଛି: ଲେଜର କଟିଙ୍ଗ, ୱାଟର ଜେଟ୍, କେମିକାଲ୍ ଇଚିଂ, s ... -

କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ୱେଲଡିଂ ଏବଂ ଆସେମ୍ବଲି |
ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ପ୍ରକ୍ରିୟା: କାଟିବା, ନଇଁବା କିମ୍ବା ଗଠନ, ଟ୍ୟାପ୍ କିମ୍ବା ରିଭାଇଟିଂ, ୱେଲଡିଂ ଏବଂ ଆସେମ୍ବଲି |ସିଟ୍ ଧାତୁ ସମାବେଶ ହେଉଛି କାଟିବା ଏବଂ ବଙ୍କା ହେବା ପରେ ପ୍ରକ୍ରିୟା, ବେଳେବେଳେ ଏହା ଆବରଣ ପ୍ରକ୍ରିୟା ପରେ |ଆମେ ସାଧାରଣତ ri ରିଭାଇଟିଂ, ୱେଲଡିଂ, ଫିଟ୍ ଦବାଇ ଏବଂ ଏକତ୍ର ସ୍କ୍ରୁ କରିବା ପାଇଁ ଟ୍ୟାପ୍ କରି ଅଂଶଗୁଡିକ ଏକତ୍ର କରିଥାଉ |ଆସେମ୍ବଲିରେ ଥ୍ରେଡ୍ ଟ୍ୟାପ୍ ଏବଂ ରିଭାଇଟିଂ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭୂମିକା ଗ୍ରହଣ କରୁଛି |ଥ୍ରେଡ୍ ପାଇବା ପାଇଁ 3 ଟି ମୁଖ୍ୟ ପଦ୍ଧତି ଅଛି: ଟ୍ୟାପ୍, ରିଭିଟିଂ, କୋଇଲ୍ ସଂସ୍ଥାପନ |1. ଥ୍ରେଡ୍ ଟ୍ୟାପ୍ କରିବା ଏକ ପ୍ରକ୍ରିୟା m ... -

ସଠିକ୍ ସିଟ୍ ଧାତୁ ନଇଁବା ଏବଂ ଗଠନ ପ୍ରକ୍ରିୟା |
ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ପ୍ରକ୍ରିୟା: କାଟିବା, ନଇଁବା କିମ୍ବା ଗଠନ, ଟ୍ୟାପ୍ କିମ୍ବା ରିଭାଇଟିଂ, ୱେଲଡିଂ ଏବଂ ଆସେମ୍ବଲି |ସିଟ୍ ଧାତୁ ତିଆରିରେ ବାନ୍ଧିବା କିମ୍ବା ଗଠନ କରିବା ହେଉଛି ଧାତୁ ତିଆରିରେ ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପ୍ରକ୍ରିୟା |ଏହା ବସ୍ତୁ କୋଣକୁ v- ଆକୃତିର କିମ୍ବା U- ଆକୃତିର, କିମ୍ବା ଅନ୍ୟ କୋଣ କିମ୍ବା ଆକୃତିରେ ପରିବର୍ତ୍ତନ କରିବାର ଏକ ପ୍ରକ୍ରିୟା |ନମ୍ର ପ୍ରକ୍ରିୟା ସମତଳ ଅଂଶଗୁଡ଼ିକୁ କୋଣ, ବ୍ୟାସାର୍ଦ୍ଧ, ଫ୍ଲେଞ୍ଜ୍ ସହିତ ଏକ ଗଠିତ ଅଂଶ ଭାବରେ ପରିଣତ କରେ |ସାଧାରଣତ sh ଶୀଟ୍ ଧାତୁ ନଇଁବାରେ 2 ଟି ପଦ୍ଧତି ଅନ୍ତର୍ଭୁକ୍ତ: ଷ୍ଟାମ୍ପ୍ ଟୁଲିଂ ଦ୍ୱାରା ନଇଁବା ଏବଂ ବେନ୍ ଦ୍ୱାରା ନଇଁବା ...





